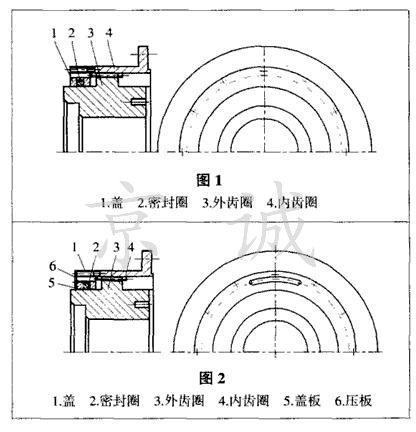
1 ę²čį
²X╩Į┬ō(li©ón)▌SŲ„ÅVĘ║æ¬(y©®ng)ė├ė┌Ų¾śI(y©©)╔·«a(ch©Żn)ųąĪŻłD1×ķé„Įy(t©»ng)Ą─²X╩Į┬ō(li©ón)▌SŲ„╩ŠęŌłDĪŻŲõā╚(n©©i)²X╚”4┼c╔w1Ż©║¼ā╚(n©©i)├▄ĘŌ╚”2Ż®ŽÓ┬ō(li©ón)ĮėĮM│╔░ļĘŌķ]ĀŅŻ¼į┌╔·«a(ch©Żn)ųąę¬Öz▓ķā╚(n©©i)²X╚”Īó═Ō²X╚”Ą──źōp┴┐Ż¼ų╗─▄░č┼cā╚(n©©i)²X╚”ŽÓ▀BĄ─╔w░Õ▓Ž┬üĒĪŻī”ė┌▌^┤¾Ą─²X╩Į┬ō(li©ón)▌SŲ„üĒšfŻ¼▓čb12éĆ┬▌╦©Ą─╣żū„┴┐┤¾Ż¼┘MĢr┘M┴”Ż¼Č°Ūę▓čb▀^│╠ęūę²ŲØÖ╗¼ė═ų¼═Ōą╣ĪŻ╬ęÅSŠĆ▓─ÖCĮMŠ½▄łé„äė▌SĄ─²X╩Į┬ō(li©ón)▌SŲ„į┌╔·«a(ch©Żn)▀^│╠ųąī┘ė┌ĻP(gu©Īn)µIįO(sh©©)éõŻ¼ę╗Ą®░l(f©Ī)╔·═╗░l(f©Ī)╣╩šŽŻ¼Ė³ōQę╗éĆé„äė▌Sų┴╔┘ąĶę¬3ąĪĢrŻ¼ę“┤╦ßśī”╔Ž╩÷▒ūČ╦Ż¼╬ęéāī”²X╩Į┬ō(li©ón)▌SŲ„▀Mąą┴╦Ė─▀MĪŻĮø(j©®ng)▀^Ė─▀M║¾Ż¼į┌▓╗ė░Ēæ²X╩Į┬ō(li©ón)▌SŲ„Ė„ĘN╝╝ąg(sh©┤)ąį─▄Ą─Ū░╠ߎ┬Ż¼Öz▓ķ²X╩Į┬ō(li©ón)▌SŲ„Ė„ĘN╝╝ąg(sh©┤)ąį─▄£yŪ░╠ߎ┬Ż¼Öz▓ķ²X╩Į┬ō(li©ón)▌SŲ„ė╔Ė─▀MŪ░Ą─30min├┐éĆŻ¼┐sČ╠×ķ¼F(xi©żn)į┌Ą─5ĘųńŖ├┐éĆĪŻ
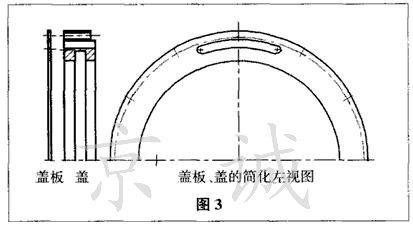
2 Ė─▀Mę¬Ū¾
Ż©1Ż®²X╩Į┬ō(li©ón)▌SŲ„į┌ą²▐D(zhu©Żn)▀^│╠ųąŻ¼├┐éĆ²XĄ──źōp╗∙▒Šę╗ų┬ĪŻ
Ż©2Ż®Ė─▀M║¾ę¬▒ŻūC²X╩Į┬ō(li©ón)▌SŲ„Ą─Ė„ĒŚ╝╝ąg(sh©┤)ąį─▄▓╗ūāĪŻ
Ż©3Ż®▒Ńė┌▓čbŻ¼╩ĪĢr╩Ī┴”ĪŻ
Ż©4Ż®─▄▀_ĄĮė═ų¼Ą─├▄ĘŌę¬Ū¾ĪŻ
3 Ė─▀M┤ļ╩®
╚ńłD2╦∙╩ŠŻ¼į┌įŁėą²X╩Į┬ō(li©ón)▌SŲ„Ą─╗∙ĄA(ch©│)╔Ž╝ėčb╔w░Õ5║═ē║░Õ6Ż¼ŲõųąŻ¼ē║░ÕŪČį┌╔w░Õ└’ĪŻīó╔w░ÕĪó╔wŻ©ę“╔w░ÕĪó╔wĄ─╗Īą╬▓█ą╬ĀŅŽÓ═¼Ż¼╣╩ė├3-▓ó▒Ē╩ŠŻ®┼cā╚(n©©i)═Ō²XĘųČ╚łAŽÓī”æ¬(y©®ng)Ą─╬╗ų├Ė„╝ė╣ż│÷2éĆ╗Īą╬▓█Ż©│╩360ĪŃŠ∙▓╝Ż®Ż¼╔w░ÕĄ─╗Īą╬═©▓█▒╚╔wĄ─┬į┤¾ĪŻį┌ā╚(n©©i)²X╚”╔Ž╝ė╣ż4éĆ┬▌╝y┐ūŻ©├┐ā╔éĆ×ķ1ĮMŻ¼ĮM┼cĮM│╩180ĪŃī”ĘQŻ®ĪŻē║░ÕŪČį┌╔w░Õā╚(n©©i)┼c╔w═©▀^┬▌╦©ŽÓ▀BĪŻ░┤šščb┼õłD2▀Mąąčb┼õĪŻ
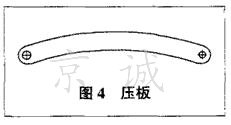
Ė─▀M║¾├┐┤╬Öz▓ķĢrŻ¼ų╗ąĶ▓ē║░Õ╔ŽĄ─4éĆąĪ┬▌╦©Ż¼╝╚╩ĪĢr╩Ī┴”Ż¼ėų╩╣▌^ČÓĄ─²X┐╔╣®Öz▓ķĪŻ×ķ┴╦╠ßĖ▀Öz▓ķŠ½Č╚ ║═Öz▓ķą¦┬╩Ż¼╬ęéāųŲū„┴╦”─=0.5Ż¼”─=1Ż¼”─=1.5Ż¼”─=2Ż¼”─=2.5Ż¼”─=3Ż¼”─=4Ż¼”─=0.5ÄūĘNęÄ(gu©®)Ė±Ą─īŻė├Ī░╚¹│▀Ī▒Ż¼į┌Öz▓ķųąŻ¼═©▀^Öz£y²XŽČĄ─┤¾ąĪüĒšŲ╬š²XĄ──źōpŪķørŻ¼Å─Č°╩╣ų«▀\ąą╠Äė┌╩▄┐žĀŅæB(t©żi)ĪŻ
ŽÓĻP(gu©Īn)«a(ch©Żn)ŲĘšłģóķåŻ║CLą═²X╩Į┬ō(li©ón)▌SŲ„|TGLŽĄ┴ą╣─ą╬²X┬ō(li©ón)▌SŲ„|NLā╚(n©©i)²X╚”┬ō(li©ón)▌SŲ„ | 






