²X▒Ē├µ┤ų▓┌Č╚╩ŪįuČ©┬ō▌SŲ„²X▌å╝ė╣ż┘|┴┐Ą─ę╗éĆųžę¬ĘĮ├µŻ¼²X▒Ē├µ┤ų▓┌Č╚▀_▓╗ĄĮ╝╝ągę¬Ū¾Ż¼┬ō▌SŲ„²X▌åé„äėĢrĢ■░l╔·įļ┬ĢŻ¼╝ėäĪ²X├µĄ──źōpŻ¼ė░Ēæ²X▌åĄ─ē█├³Ż¼ę“┤╦Ż¼▒žĒÜųžęĢ蹊┐²X▒Ē├µ┤ų▓┌Č╚Ą─å¢Ņ}ĪŻ
1Īó²X├µ▓╗╣ŌĄ─ÄūĘN│ŻęŖ¼FŽ¾
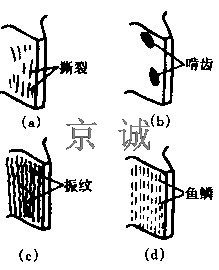
Ż©1Ż®╦║┴č ╝┤²X├µ╔Ž│÷¼Fę╗Ą└Ą└▌^╔ŅĄ─£Ž╝yŻ¼╠žäeį┌ØLĄČŪą│÷╬╗ų├▌^ČÓŻ©łDaŻ®ĪŻ
Ż©2Ż®┐ą²X ╝┤²X├µ╔Ž│÷¼FąĪŲ¼░╝Ž▌Ą─ĄČ║█Ż¼Ųõ╝y┬Ę┤ų▓┌
Ż©3Ż®š±╝y ╝┤²X├µ╔Ž«a╔·╬óąĪĄ─š±äė▓©╝yĪŻ╦³┼cš²│ŻĄ─▀MĄČ║█▓╗═¼ĪŻ
Ż©4Ż®¶~„[ ╝┤²X├µ╔Ž│÷¼F¶~„[ĀŅąĪ░╝═╣░▀³cĪŻ
2 «a╔·²X▒Ē├µ┤ų▓┌Č╚ųĄŲ½Ė▀Ą─įŁę“╝░Ė─╔Ų┤ļ╩®
ė░Ēæ▒Ē├µ┤ų▓┌Č╚ėą║▄ČÓę“╦žŻ¼ųT╚ńŻ║²X┼„▓─┴Ž▒Ē├µ┼c¤ß╠Ä└ĒĘĮĘ©Ż¼ĄČŠ▀─źōpĪóŪąŽ„ė├┴┐ĪóÖC┤▓-ĄČŠ▀-╣ż╝■╣ż╦接ĮyäéČ╚╝░ŪąŽ„ę║Ą╚Ż¼ų┴ė┌│÷¼F╔Ž╩÷ÄūĘN¼FŽ¾Ą─Š▀¾wįŁę“╔ąąĶ▀Mąą╝»¾wĘų╬÷ĪŻ
Ż©1Ż®«a╔·╦║┴čĄ─įŁę“╝░Ė─╔Ų┤ļ╩® «a╔·╦║┴čĄ─įŁę“Ż¼ų„ę¬╩Ūė╔ė┌²X▌å▓─┘|▓╗ä“Īó¤ß╠Ä└Ē║¾ė▓Č╚▓╗ę╗ų┬įņ│╔Ą─ĪŻŲõ┤╬╩ŪĄČ²X─źŌg║═ŪąŽ„ė├┴┐▓╗«öįņ│╔«a╔·Ęeą╝┴÷ę²ŲĄ─ĪŻę“┤╦Ż¼╩ūŽ╚ę¬▒ŻūC▓─┘|Š∙ä“Ż¼▀xō±▀m«öĄ─¤ß╠Ä└ĒĘĮĘ©Ż¼ę╗░Ńš²╗╠Ä└Ē▌^š{┘|╠Ä└Ēę¬║├ĪŻ×ķ▒▄├Ō«a╔·Ęeą╝┴÷Ż¼ŪąŽ„ė├┴┐ę¬▀m«öŻ¼ę¬│õĘų╝ėūóŪąŽ„ę║ĪŻ
Ż©2Ż®«a╔·┐ą²XĄ─įŁę“╝░Ė─╔Ų┤ļ╩® «a╔·┐ą²XĄ─Ė∙▒ŠįŁę“╩ŪØL²XĢrØLĄČ┼c²X┼„Ą─ŽÓī”╬╗ų├═╗╚╗░l╔·ūā╗»ĪŻīŹ█`ųą░l¼FŻ¼▀@ę╗¼FŽ¾ė╔Ž┬┴ąę“╦žįņ│╔ĪŻ
1ĪóØL²XÖC╔Ž┤╣ų▒▀MĮoĮzĖ▄╔ŽĘĮ╦∙čbė═Ėū▓╗ĘĆČ©ĢrŻ¼╚▌ęū│÷¼FĄČ╝▄▀MĮoĄ─┼└ąąŻ¼īó²X├µ┐ą│÷ę╗éĆéĆé¹║█ĪŻ
2ĪóĄČ╝▄ī¦▄ēĄ─ą©ĶF▀^╦╔╗“▀^Šoę▓Ģ■ę²Ų┼└ąąČ°«a╔·┐ą²XĪŻ
3ĪóĄČ▌S║¾├µĄ─ā╔éĆų╣═Ų▌S│ąėą├½▓ĪŻ¼╩╣ØL²XĢrØLĄČ«a╔·▓╗ęÄätĄ─▌SŽ“ĖZäėČ°░l╔·┐ą²XĪŻ
4ĪóĘų²Xé„äėµ£ā╔Č╦é„äėĖ▒ć¦║ŽķgŽČ▀^┤¾įņ│╔Ą─ĪŻ
Ž¹│²┐ą²X¼FŽ¾Ą─ų„ę¬┤ļ╩®╩ŪŽ¹│²ØLĄČ┼c²X┼„ķgĄ─ŽÓī”╬╗ų├░l╔·═╗ūāĄ─┐╔─▄ąįĪŻ×ķ┤╦▒žĒÜūóęŌė═ĖūĄ─ĘĆē║š{š¹Ż¼ĄČ╝▄ī¦▄ēą©ĶF╦╔Šoš{š¹Ż¼Ž¹│²ĄČ╝▄ęŲäėųąĄ─┼└ąąęį╝░ūóęŌĄČ▌S═Ų┴”▌S│ą║═Ęų²Xé„äėµ£é„äėĖ▒Ą─ķgŽČš{š¹ĪŻ
Ż©3Ż®«a╔·š±╝yĄ─įŁę“╝░Ė─╔Ų┤ļ╩® ²X├µėąš±╝yĄ─¼FŽ¾▒╚▌^Ųš═©Ż¼å¢Ņ}╩Ūš±╝y▓╗─▄╠½┤¾ĪŻ«a╔·š±╝yĄ─įŁę“╩ŪŪą²Xųą│÷¼Fš±äėĪŻė╔ė┌ÖC┤▓ĪóĄČŠ▀Īó╣ż╝■╣ż╦接ĮyäéąįĄ─║├ē─ų▒Įėė░Ēæų°š±äėĄ─ÅŖ╚§ĪŻ╦∙ęį×ķ£p╔┘š±╝yę╗░Ńæ¬į÷ÅŖ╣ż╦接ĮyĄ─äéąįĪŻ
Ż©4Ż®«a╔·¶~„[Ą─įŁę“╝░Ė─▀M┤ļ╩® ²X├µ«a╔·¶~„[¼FŽ¾Ą─įŁę“▒╚▌^å╬╝āŻ¼ų„ę¬╩Ū²X┼„Ž╚¤ß╠Ä└Ēå¢Ņ}ĪŻ45õō║═40Crõō▓╔ė├š{┘|╠Ä└ĒŻ¼«ö²X├µė▓Č╚Ė▀Ģr╝┤╚▌ęū│÷¼F¶~„[¼FŽ¾Ż¼╚ńĖ─×ķš²╗╠Ä└ĒŻ¼┤╦¼FŽ¾╝┤┐╔Ž„£pĪŻ
ŽÓĻP«aŲĘšłģóķåŻ║┬ō▌SŲ„─żŲ¼|JMą═─żŲ¼┬ō▌SŲ„|KCŽĄ┴ąµ£▌å┬ō▌SŲ„|TGLŽĄ┴ą╣─ą╬²X┬ō▌SŲ„ | 






