╬ęÅS╩ŪÖC┤▓Ą─īŻśI╔·«aÅS╝ęŻ¼įSČÓįOéõČ╝┼õėą┬ō▌SŲ„Ż¼Č°▀@ŅÉ┴Ń╝■Ą─┼õ║ŽųąŻ¼ąĶę¬ę╗Č©┴┐Ą─Š▀ėą╗©µIĮYśŗĄ─┬ō▌SŲ„Ż¼╚ńĖĮłD╦∙╩ŠŻ║┴Ń╝■×ķąĪÅĮČ©ą─Ą─╗©µI╠ūŻ¼╗©µIęÄĖ±Ż║6D-90H7X80H12X20D10Ż╗┐éķLČ╚Ż║150mmŻ¼▓─┴Ž×ķ45╠¢õōĪŻ╚╗Č°Ż¼╬ęéā¼FėąĄ─└Ł╗©µIÖC┤▓×ķŪ░╠K┬ōųŲįņĄ─Ż¼ŽÓ«öė┌─┐Ū░ą═╠¢L6120Ż¼ØMūŃ▓╗┴╦┤╦ŅÉ┬ō▌SŲõĄ─╝ė╣żĪŻ╚¶┘Å┘I┤¾ćŹ╬╗Ą─└Ł╗©µIÖC┤▓Ż¼ąĶ╗©┘MÄū╩«╚f╔§ų┴╔Ž░┘╚fĄ─┘Mė├Ż¼Ą½─┐Ū░Ą─┴Ń╝■┼·┴┐▓╗ē“┤¾Ż¼╚ń╣¹┘Å┘Ię╗┼_ÖC┤▓Ž▐ųŲ┬╩╠½Ė▀ĪŻęįŪ░╬ęÅSų„ę¬▓╔ė├īó┴Ń╝■╦═ĄĮŽÓæ¬┤¾ćŹ╬╗└Ł╗©µIÖC┤▓įOéõĄ─ąųĄ▄ÅS╝ę▀Mąą╔·«a═Ōģf╝ė╣żŻ¼▓óė╔╬ęÅS╠ß╣®ŽÓĻPęÄĖ±Ą─īŻė├╗©µI└ŁĄČ╝░╣żčbŻ¼├┐░č╗©µI└ŁĄČārĖ±ąĶę¬ę╗╚fį¬ęį╔ŽĄ─┘Mė├Ż¼▓╗āHų¦ĖČ┘Mė├░║┘FŻ¼▀ĆėąĮ╗═©▀\▌öĪó╝╝ągĘ■äšĪóĄČŠ▀ŠSūoĄ╚┘Mė├ĪŻ╬ęÅS═©▀^╝╝ągĖ─įņŻ¼ą┬╠Ēų├ę╗┼_ŠĆŪąĖŅÖC┤▓║¾Ż¼╩╣┬ō▌SŲ„Ą─╗©µI┐ūĄ─╝ė╣ż│╔╣”į┌ŠĆŪąĖŅÖC┤▓╔ŽĄ├ĄĮĮŌøQĪŻ
Å─╝ė╣ż└Ēšō╔ŽĘų╬÷Ż¼öĄ┐žŠĆŪąĖŅÖC┤▓Ą─╝ė╣żŠ½Č╚Ż¼ī”ė┌╝ė╣ż┬ō▌SŲ„╗©µI┐ū╩Ū═Ļ╚½┐╔ęįØMūŃĄ─Ż¼╝ė╣ż│÷║ŽĖ±┴Ń╝■╩Ū┐╔ąąĄ─Ż¼Ą½Ģ■│÷¼F╩▓├┤å¢Ņ}Ż¼ų╗ėą═©▀^╝ė╣żįć“×üĒ░l¼Få¢Ņ}║═ĮŌøQå¢Ņ}ĪŻ▀ĆėąöĄ┐žŠĆŪąĖŅÖC┤▓▒╚Ųš═©ÖC┤▓▀\ąą│╔▒Šę¬Ė▀Ą─ČÓŻ¼į§śė░čöĄ┐žŠĆŪąĖŅÖC┤▓▀\ąą│╔▒ŠĮĄĄĮūŅĄ═Ż¼╠ßĖ▀Ųõ╝ė╣żĄ─ĮøØ·ą¦ęµŻ¼ę▓╩Ū╬ęéāžĮ┤²ĮŌøQĄ─å¢Ņ}ų«ę╗ĪŻ×ķ┤╦╬ęéāĮM┐Śā╔┼·┴Ń╝■▀Mąą┴╦įć“ׯ║
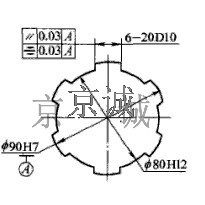
Ż©1Ż®═©│ŻŪķørŽ┬Ż¼öĄ┐žŠĆŪąĖŅ┬ō▌SŲ„ā╚▓┐ą═Ū╗Ż¼ų╗ąĶį┌ą═ā╚╝ė╣żę╗┤®ŠĆ┐ūŻ¼ė╔ŠĆŪąĖŅš¹éĆą═Ū╗Ż¼ė┌╩ŪŻ¼╬ęéāįć“ץ─Ą┌ę╗┼·┬ō▌SŲ„Ż¼į┌╣ż╦ćįOų├╔Ž▓╗╝ė╣ż╗©µIąĪÅĮĄū┐ūŻ¼Č°ų╗╝ė╣żę╗éĆąĪ┤®ŠĆ┐ūŻ¼ūīöĄ┐žŠĆŪąĖŅ╝ė╣ż│÷š¹éĆ╗©µIų▒ÅĮ×ķ80H712ąĪÅĮā╚łAų∙┐ū▒Ē├µĪó²Xą╬ĪŻ╝ė╣ż═Ļ│╔▀@┼·║¾│÷¼FęįŽ┬╝╝ągå¢Ņ}Ż║
1Īóė╔ė┌╗©µI═¼Ž“│▀┤ń▌^ķL▀_120mmŻ¼╝ė╣ż║¾ų▒ÅĮ80H12ąĪÅĮā╚łAų∙┐ū▒Ē├µ┤ų▓┌Č╚RaāH▀_ĄĮ6.3╬ó├ūŻ¼▀_▓╗ĄĮ3.2╬ó├ūĄ─įOėŗę¬Ū¾Ż¼Č°Ūę╗©µI²Xą╬▒Ē├µ┤ų▓┌Č╚ę╗ų┬ąį▌^▓ŅĪŻ
2Īó░l¼F┤µį┌╗©µIę▓Ž“ā╚╩šö┐ūāą╬Ą─¼FŽ¾Ż¼ŪąĖŅ║¾╦∙ą╬│╔Ą─ėÓ┴ŽŽ¾ę╗éĆ╗©µIą─▌SŻ¼▓╗─▄Å─╗©µI┐ūųąūįė╔├ō┬õ│÷üĒŻ¼ę¬ė├Ń~░¶Ū├┤“▓┼─▄├ō┬õ│÷üĒŻ¼įōūāą╬ų▒Įėė░ĒæĄĮ┬ō▌SŲ„Ą─ą╬╬╗╣½▓ŅŠ½Č╚║═╗©µI┐ūĄ─┼õ║ŽŠ½Č╚ĪŻ
3ĪóŠĆŪąĖŅĢrķg╠½ķLŻ¼╦┘Č╚╠½┬²Ż¼ė░ĒæŠĆŪąĖŅÖC┤▓Ą─╝ė╣żą¦ęµĪŻ
Ż©2Ż®Ęų╬÷╔Ž╩÷¼FŽ¾«a╔·Ą─įŁę“
Ż©1Ż®ų▒ÅĮ80H12ąĪÅĮā╚łAų∙┐ū▒Ē├µ┤ų▓┌Č╚ųĄĖ▀Ż¼╗©µI²Xą╬▒Ē├µ┤ų▓┌Č╚ę╗ų┬ąį▌^▓ŅŻ¼╩Ūė╔ė┌╗©µI┐ū▌SŽ“ķLČ╚│▀┤ń▌^ķLŻ¼ģó┼cŠĆŪąĖŅĄ─ŃfĮz─źōp║═«a╔·ļŖ╗╗©ĢrĘ┼ļŖ▓╗Š∙ä“ę²ŲĄ─ĪŻ
2Īó╗©µI┐ūŽ“ā╚╩šö┐ūāą╬Ą─¼FŽ¾Ż¼╩Ūė╔ė┌ŠĆŪąĖŅ╝ė╣żĢrķg╠½ķLŻ¼▒M╣▄ŪąŽ„ę║─▄ē“Ħū▀▓┐ĘųŠĆŪąĖŅ«a╔·Ą─¤ß┴┐Ż¼Ą½╚į╚╗▀Ćėą┤¾┴┐Ą─ŪąŽ„¤ß▒╗▒Ż┴¶į┌┬ō▌SŲ„ųąŻ¼╩╣╣ż╝■£žČ╚╔²Ė▀Ż¼«a╔·▌^┤¾Ą─ā╚æ¬┴”Ż¼╩╣╣ż╝■╝ė╣ż═Ļ«ģ║¾ūāą╬Ż¼Å─Č°│÷¼F╗©µI┐ūŽ“ā╚╩š┐sūāą╬Ą╚¼FŽ¾ĪŻ
3ĪóŠĆŪąĖŅ╝ė╣żĢrķgĄ─å¢Ņ}Ż¼ė╔ė┌ŠĆŪąĖŅū▀ŠĆĄ─▄ē█E▌^ķLŻ¼ė░ĒæŠĆŪąĖŅą¦ęµĪŻ
Ż©3Ż®ĮŌøQęį╔Ž╝╝ągå¢Ņ}Ą─┤ļ╩®
įō╗©µI┬ō▌SŲ„×ķąĪÅĮČ©ą─Ą─╗©µI┼õ║ŽŻ¼š{š¹╝ė╣ż╣ż╦ć▀^│╠Ż¼Ė─ūāų▒ÅĮ80H12╗©µIąĪ┐ūĄ─╝ė╣żĘĮĘ©Ż¼▓╔ė├é„ĮyĄ─ÖCąĄ╝ė╣żĘĮ╩ĮŻ¼Š½ńMā╚┐ū┴¶─źŽ„ėÓ┴┐║¾Ż¼ė╔ā╚łA─ź┤▓─źų┴ę¬Ū¾Ż¼▀@śė┐╔ęį£p╔┘ŠĆŪąĖŅĮ³1/3ęį╔ŽĄ─╣żū„┴┐Ż¼ī”£pąĪ┬ō▌SŲ„ūāą╬ėą║├╠ÄŻ¼▀Ć┐╔ęįĮĄĄ═ų▒ÅĮ80H12Ą─ąĪ┐ūā╚▒Ē├µ┤ų▓┌Č╚ųĄRa=1.6╬ó├ūĪŻ
Ė─ūāŠĆŪąĖŅöĄ┐ž│╠ą“Ż¼▓╗ī”ų▒ÅĮ80H12╗©µIąĪÅĮ┐ūā╚łAų∙├µ▀MąąŠĆŪąĖŅŻ¼ų╗ī”╗©µI²Xą╬╝ė╣żŻ¼ęį┐šĄČĄ─ą╬╩Į┐ņ╦┘═©▀^ų▒ÅĮ80H12Ą─łAų∙┐ūĘŪ╗©µI²Xą╬▒Ē├µĪŻ
═©▀^ęį╔Žįć“ׯ¼ė├ŠĆŪąĖŅÖC┤▓═Ļ╚½┐╔ęį┤·╠µ└Ł┤▓╝ė╣ż│÷║ŽĖ±Ą─┬ō▌SŲ„«aŲĘĪŻ | 






