大型管磨機的傳動裝置一般采用中心傳動方式,因為其具有結構緊湊、占地面積小、傳動效率高、維護工作量小等優點。但這種傳動方式要求主電機帶動的減速機與磨機中心線必須在同一條直線上,因此對聯軸器的制造精度要求很高。一旦聯軸器出現偏心超差現象,一般要求退回原廠及時更換,但有時由于工期方面的原因,又不允許這樣做。此時只有采取臨時措施保證磨機的正常運轉,待所定制的備件到貨后再予以及時更換,本文根據我廠親自參與處理的秦皇島淺野水泥有限公司3號水泥磨的膜片聯軸器偏心問題,詳細介紹其處理過程。
1 安裝過程中出現的問題
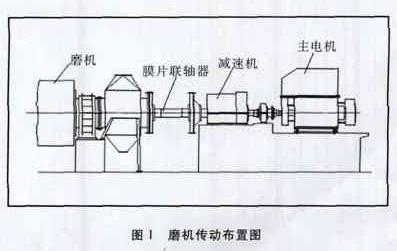
該水泥磨(φ4.0m×13m)上膜片聯軸器為我廠供貨的主要產品,其傳動布置見圖一所示。我廠技術人員受邀于2006年4月前往現場指導協助安裝工作,當時磨機已經找正放好,減速機也安裝到位,接下來安裝公司的人員用手拉葫蘆將膜片聯軸器吊裝定位,將其兩側法蘭盤分別與磨機和減速機法蘭盤對齊安裝定位。在隨后打表檢測磨機聯接法蘭盤外圓跳動的時候,發現其徑向跳動竟達到5mm,大大超過了圖紙上0.8mm一下的技術要求,緊接著我們又用兩塊百分表沿水平和垂直方向對膜片聯軸器聯接軸的徑向跳動進行了檢測,發現其跳動度值也在5mm左右,因此認定此問題是膜片聯軸器出現了偏心超差所致。為了最終查明原因。我們用鋼直尺測量了膜片聯軸器相對于法蘭盤的定位尺寸,發現減速機端得中心線偏心量達到了2.5mm,具體情況見圖2所示,經現場人員分析,出現此問題的原因是聯軸器在安裝過程中,磨機與設備的兩聯接軸存在極大的偏心所導致。
2 原因分析與措施
2.1 原因分析
從測量的結果來看,導致上述現象產生的原因是,將軸線偏移的聯軸器強行與中心線對其安裝,導致聯接等候出現了扭斜,誤差由減速機端傳遞磨機端所導致。
2.2采取的臨時措施
出現上訴問題后,我廠技術人員確認后并為其更換,但水泥廠家不同意將聯軸器立即更換,因為當時正值水泥生產旺季,廠里有一批熟料急待粉磨,如果采取更換措施的話,勢必影響廠里的生產,造成較大的經濟損失。
為了讓磨機盡快投入生產,我們與廠里相關人員協商討論后,決定將聯軸器法蘭盤移位安裝的方法來保證其運轉同軸度滿足使用要求。,我們把同軸度由小于0.8mm調整到小于0.5mm.但是這樣一來,原先設計采用的M33螺栓就無法使用了,法蘭盤上聯接通孔的大小為Φ36mm,理論上如果只錯位2.5mm的話,改用比其小一規格的M30螺栓替代完全可以滿足安裝要求。實際安裝過程中,減速機端9個M33螺栓全部用M30螺栓予以替代,而磨機端有23個螺栓無法穿透聯接孔,從而用M27螺栓替代M33螺栓,其余73個M33螺栓全部用M30螺栓予以替換,雖然M27規格的螺栓分布相對集中,但由于采用的是松孔聯接方式,主要依靠法蘭盤之間的摩擦力來傳遞扭矩,不會出現小螺栓受剪應力過大提前剪斷的現象。
安裝調試結束后,按照正常程序進行了空載試運轉,逐步加料運轉,直至完全滿負荷運轉。從運轉情況來看,一切正常。同時我們通知廠內又生產了一臺膜片聯軸器,待這批熟料磨完后,為客戶進行了更換,在更換過程中,我方技術人員用現場邊操作邊的方式,介紹了膜片聯軸器在安裝使用過程中應注意的一些問題,這臺聯軸器安裝已經三年多了,昨天我廠客服打電話詢問該膜片聯軸器的使用情況,可以反映運行良好。
相關產品請參閱:JMI型帶沉孔基本型膜片聯軸器|JMIJ型接中間軸型膜片聯軸器|JMⅡ型無沉孔基本型膜片聯軸器|JMⅡJ型接中間軸型膜片聯軸器|JZM型重型機械用膜片軸器|JZMJ型重型機械用膜片軸器
| 






