1 ▄ć┤▓░▓čb꬚²┤_Ż¼┤▓╔Ēī¦▄ēų▒ŠĆČ╚꬚{š¹║├Ż¼▄ć┤▓░▓čb▓╗«ö╗“┤▓╔Ēī¦▄ēų▒ŠĆČ╚š{š¹▓╗║├Ż¼Ģ■ų▒Įėė░Ēæ▄ć┤▓Š½▄ć═ŌłAłAų∙Č╚š`▓ŅŻ¼╦∙ęį▄ć┤▓░▓čbĢrŻ¼ę╗Č©ę¬Ė∙ō■═┴┘|Ūķør║═▄ć┤▓ęÄĖ±Ż¼║Ž└Ē┤_Č©╗ņ─²═┴Ąž╗∙Ą─╔ŅČ╚Ż©ę╗░Ń×ķ400-800mm×ķę╦Ż®Ż¼▓óė├Ąž─_┬▌╦©╣╠Č©ė┌Ąž╗∙╔ŽŻ¼Ūę▓╗┐╔░č▄ć┤▓║åå╬ĄžĘ┼ė┌ĘĮ─Š╗“▓█õō╔Ž╩╣ė├ĪŻ┤▓╔Ēī¦▄ēų▒ŠĆČ╚š{š¹ĢrŻ¼Ž╚Å─┤▓Ņ^Žõķ_╩╝Ż©ā╔éĆ╦«ŲĮāxĘųäeĘ┼ė┌┤▓░░┐vĪóÖMŽ“ī¦▄ē╔ŽŻ®Ż¼┤_▒Ż┐┐Į³┤▓Ņ^ŽõČ╦ĢrŻ¼╦«ŲĮāxūxöĄ×ķ┴ŃŻ©Å─Č°▒M┐╔─▄▒ŻūCų„▌S▌SŠĆ×ķ╦«ŲĮĀŅæBŻ®Ż¼▀@Ģr╩╣┤▓Ņ^Žõ║¾├µĄ─Ąž─_┬▌╦©▒╚Ū░├µĄ─Ąž─_┬▌╦©ŅAŠo┴”Ė³┤¾ę╗ą®Ż¼ęį▀mæ¬▄ć┤▓Ą─╩▄┴”ę¬Ū¾ĪŻ╚╗║¾┤▓░░ųČ╬Ž“┤▓╬▓ĘĮŽ“ęŲäėŻ©├┐┤╬200mmŻ®Ż¼╦«ŲĮāxūxöĄ┐╔▀m«öį÷╝ėŻ¼ęį▒ŻūC┤▓╔Ēī¦▄ēī”ųą═╣Ż¼Ą½┐vÖMŽ“š`▓ŅąĶĘ¹║ŽĖ±ūCę¬Ū¾Ż¼Ūę╩╣ÖMŽ“┼żŪ·Ą─ĘĮŽ“×ķŻ║┤▓╔Ē╔Ž┤▓░░║¾ī¦▄ē▀m«öŲ½Ė▀Ż¼ęŖłD1ĪŻ
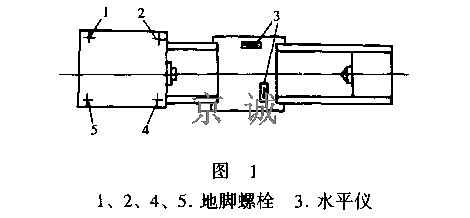
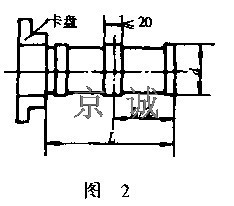
2Īóįć“ד×╩šę¬ęÄĘČĪŻĖ∙ō■ś╦£╩Ż¼įć╝■æ¬×ķ45õōŻ¼Ųõų▒ÅĮd×ķ▄ć┤▓ūŅ┤¾╗ž▐Dų▒ÅĮDaĄ─1/6ĄĮ1/8Īó╝┤d=(1/6-1/8)Da,ŲõķLČ╚×ķŻ║L=Da/2,╚¶įć╝■▀^ķL▀^╝ÜŻ¼ätŲõ╝ė╣żųąĄ─ÅĮŽ“ūāą╬┴┐Ģ■ė░ĒæłAų∙Č╚š`▓ŅĪŻ▄ć┤▓ę¬Įø£ž╔²▀_ĄĮ¤ßŲĮ║Ō║¾Ż¼ķ_╩╝▄掄ĪŻįć╝■Ž╚Įø▀^┤ų▄ćŻ¼▓ó▄ć│÷╚ńłD2╦∙╩ŠĄ─┐šĄČ▓█Ż¼ūŅ║¾Š½▄ćŻ¼Å─Č°£pąĪę“ĄČŠ▀─źōpĦüĒĄ─łAų∙Č╚š`▓ŅĪŻ
3 ┐©▒P╝░╣ż╝■░▓čbę¬┐╔┐┐Ż¼ī”ė┌ėą┐©▒P╠źĄ─ų„▌S-┐©▒P▀BĮėŻ¼ę¬░č┐©▒P╠ź░▓čbĪóŠo╣╠ė┌ų„▌S║¾Ż¼Š½▄ć┐©▒P╠źČ©╬╗ų╣┐┌Ż¼į┌░▓čb┐©▒PŻ¼┐©▒P░▓čb║¾ę¬ė├░┘Ęų▒ĒÖz▓ķŲõ═ŌłAÅĮŽ“╠°äė║═Č╦├µ╠°äėŻ¼╚╗║¾ŖA│ų╣ż╝■Ż¼ÅŖ┴”ŪąŽ„ę╗ĄČŻ¼į┘Öz▓ķęį╔Žā╔ĒŚā╚╚▌Ż¼┐┤ėą¤oūā╗»Ż¼╚ń¤oūā╗»Ż¼šf├„┐©▒P░▓čb┐╔┐┐Ż¼╚¶┐©▒P░▓čb▓╗└╬╣╠Ż¼▄掄═ŌłA╗ž│÷¼FĄ╣ÕFŻ¼╝┤įĮ┐┐Į³┐©▒PČ╦├µŻ¼įć╝■ų▒ÅĮįĮąĪĪŻ
4 ÕFČ╚┐┐─Żčbų├ę¬├ōķ_Ż¼ī”ė┌ėąÕFČ╚┐┐─Żčbų├Ą─▄ć┤▓Ż¼äš▒žę¬├ōķ_ÕFČ╚čbų├Ż¼Ę±ätŻ¼╝┤╩╣ÕFČ╚čbų├š{š¹ĄĮųĖ╩Š┐╠Č╚Ą─┴Ń╬╗Ż¼ę▓Ģ■Įoįć▄ć═ŌłAĦüĒłAų∙Č╚š`▓ŅŻ¼ę“×ķ┴Ń╬╗ųĖ╩Š┐╠Č╚ŠĆĄ─ųĖ╩ŠŠ½┤_Č╚ę╗░Ń▓╗╩Ū║▄Ė▀ĪŻ
5 įć▄ć═ŌłAłAų∙ĢrŻ¼▓╗į╩įSė├╬▓ū∙Ēö╝Ōų¦ō╬Ż¼╚¶╬▓ū∙ų„▌S┼c┤▓Ņ^Žõų„▌S═¼▌SČ╚š{š¹▓╗ĄĮ╬╗Ż¼ė├╬▓ū∙Ēö╝Ōų¦ō╬Ż¼▄掄═ŌłAĘ┤Č°Ģ■ĦüĒłAų∙Č╚š`▓ŅĪŻ╬▓ū∙¾w┼cŲõĄū░Õų«ķgĄ─äØŠĆ═¼śėāHŲģó┐╝ųĖ╩Šū„ė├ĪŻ
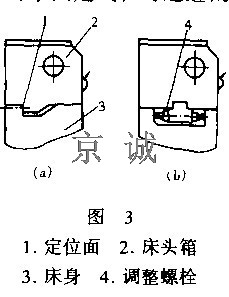
ęį╔Žę“╦ž┼┼│²║¾Ż¼╚¶Š½▄ć═ŌłAłAų∙Č╚╚į│¼▓ŅŻ¼─ŪŠ═╩Ūė╔┤░Ņ^Žõų„▌S▌SŠĆ┼c┴’░ÕęŲäėĄ─ŲĮąąČ╚▀^┤¾ę²ŲĪŻ┤▓Ņ^Žõ┼c┤▓╔Ēī¦▄ēķgĄ─Č©╬╗ĘĮ╩Į3╦∙╩ŠŻ¼ę╗░Ńėąā╔ĘNŻ║ę╗ĘN╩Ū╣╠Č©╩ĮČ©╬╗Ż©łD3aŻ®Ż¼ę╗ĘN╩Ū┐╔š{╩ĮČ©╬╗Ż©łD3bŻ®ĪŻī”ė┌╣╠Č©╩ĮŻ¼┐╔═©▀^╣╬ĄČČ©╬╗├µüĒš{š¹ų„▌S▌SŠĆ┼cęŲäėĄ─Ą─ŲĮąąČ╚Ż╗ī”ė┌┐╔š{╩ĮŻ¼┐╔═©▀^š{š¹Č©╬╗┬▌╦©üĒš{š¹ŲõŲĮąąČ╚Ż¼Ū░š▀Č©╬╗┐╔┐┐Ż¼║¾š▀š{š¹ĘĮ▒ŃĪŻ
ī”ė┌╩╣ė├║¾Ą─▄ć┤▓Ż¼«ö│÷¼FŠ½▄ć═ŌłAłAų∙Č╚│¼▓ŅĢrŻ¼ę▓┐╔ßśī”╔Ž╩÷ę“╦žš{š¹Īó┼┼▓ķŻ¼┐╔╚ĪĄ├ØMęŌą¦╣¹ĪŻ
ŽÓĻP«aŲĘšłģóķåŻ║JMą═─żŲ¼┬ō▌SŲ„|SJMļpą═µI┬ōĮYÅŚąį─żŲ¼┬ō▌SŲ„|LXZ(XLL)ĦųŲäė▌åąŪą╬ÅŚąį┬ō▌SŲ„|LXD(XLD)å╬Ę©╠mą═ąŪą═ÅŚąį┬ō▌SŲ„ | 






