機架是腭式破碎機的主要零件之一,在機器破碎工作中,承受高循環(huán)的沖擊載荷。機架大多數(shù)采用中厚板或厚鋼板焊成,由于構件剛性較大,焊接時又是局部加熱和冷卻,容易引起接頭金屬組織改變,產生較大的焊接應力和變形。機架結構設計不當,焊縫布局不合理、側墻開孔呈尖角狀,結構斷面形狀突變都有可能產生應力集中。使用機器不當,機架受力不均勻,應力突變,致使機器某個部位或焊縫開裂。局部的裂縫又往往引起整個機架的破壞,如果不采取有效的修復措施,將會導致整個機器失效報廢。
機架修復的方法和工藝參數(shù)如下:
(1)采用氧-乙炔火焰將所有裂縫割去,割縫寬度12-15mm,割縫四周開坡口30度,鈍邊6-8mm,裂縫終端割成圓弧形或鉆止裂口,與裂縫相接筋板割成R圓狐孔。
(2)為了緩解應力集中,在后墻處增加附加結構和在側墻呈尖角狀方孔,焊接后修割成過渡圓狐。如圖1、2所示。
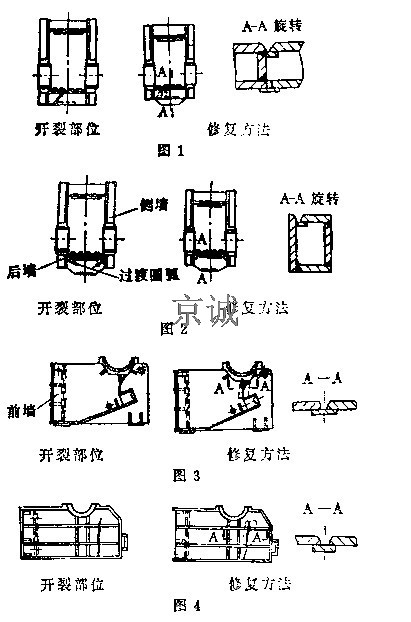
(3)采用單面襯墊全熔透焊縫,并根據裂縫形狀作成橙墊板,板厚6-8mm,襯板四周開4X45度坡口,然后點焊帖在墻裂縫內側面,如如3-4所示。
(4)修復前墻,先用三根直徑89X4mm鋼管在前墻內側面分上、中、下支撐焊妥,割去原前墻焊件。修磨去焊縫,然后,按原前墻焊件形狀和坡口尺寸,重做一塊,與原機架劃線捆焊成一體,先焊接前焊接件與機架外側焊縫,拆除動腭組件后,在焊接前墻與機架內側焊縫。
(5)焊接材料采用E4315焊條(無直流電源可采用E4316焊條),焊條規(guī)格根據焊接位置選用,焊條烘干溫度為350-400度,1-2小時,焊條鐵芯端面呈深褐色為宜,焊機型號:AX-320,直流反極性。
(6)焊前將坡口內氧化皮等污物清除干凈。因為構件剛性大,特別在氣溫較低時,焊前必須用氧-乙炔等預熱,預熱溫度在100-150攝氏度,預熱范圍為坡口兩側70-100mm.
(7)立焊焊接時,應從裂縫底部向上焊接,先采用直徑為3.2mm焊條,封底焊接2-3層,電流70-80A。后用直徑為4mm的焊條焊畢,電流100-120A。
(8)平焊焊接時,先采用直徑為4mm焊條,封底焊2-3層,電流160-180A,后用直徑5mm的焊條焊畢,電流200-240A,層間溫度80-100攝氏度。每焊一層收弧后,立即用尖圓頭錘子錘擊焊縫。
(9)焊后立即采用紅外線等設備進行局部退火處理,消除焊接應力。退火溫度550-600攝氏度,保溫2小時,然后緩慢冷卻,或采用振動消除焊接應力。
(10)如果礦區(qū)有碳弧氣飽設備,可不必采用氧-乙炔割去裂縫,直接用碳弧氣飽雙面消除裂縫缺陷。
實踐證明,采用上述工藝方法,能使腭式破碎機機架裂縫一次修復成功。經使用,機器運轉正常。
河北京誠聯(lián)軸器廠是專業(yè)的聯(lián)軸器生產商,專業(yè)提供各類破碎機聯(lián)軸器,主要產品有:UL輪胎式聯(lián)軸器、凸緣聯(lián)軸器、JQ型-夾殼聯(lián)軸器,JQW型夾殼聯(lián)軸器、HL型-彈性柱銷聯(lián)軸器。
| 






