0 ę²čį
╝¶õN╩Į░▓╚½┬ō▌SŲ„ęÓĘQ░▓╚½ļx║ŽŲ„Īó┼ż┴”Ž▐ųŲŲ„Ż¼╩ŪŲŲē─╩Į░▓╚½ļx║ŽŲ„ųąæ¬ė├ūŅÅVĘ║Ą─ę╗ĘNĮYśŗŻ¼Ųõų„ę¬ė├ė┌┼╝╚╗▀^▌dĄ─é„äėŽĄĮyŻ¼ęį▒Żūoų„é„äėļŖÖC║═ų„ę¬é„äė▓┐╝■▓╗Ģ■ę“▀^▌dČ°ōpē─ĪŻ║ė▒▒Š®š\┬ō▌SŲ„ÅS╔·«aĄ─╝¶Ūą╩ĮĄ─░▓╚½┬ō▌SŲ„Ą─ų„ꬹ╬╩ĮėąAYL░▓╚½┬ō▌SŲ„Ż¼═¼Ģr╬ęéā▀Ć┐╔ęį╔·«a┤¾┼żŠžĄ─┼ż┴”Ž▐ųŲŲ„Ą╚Ż¼╝¶Ūą╩Į░▓╚½┬ō▌SŲ„╩▄ųŲįņŠ½Č╚║═▓─┴ŽŠ∙ä“ąįė░ĒæŻ¼▀^▌dĢräėū„Š½Č╚▓ó▓╗Ė▀ĪŻ▀@╩Ūė╔ė┌╝¶öÓõN╩▄ĄĮ▄łÖCŅlĘ▒Ą─ę¦õōĪóÆüõō║═ōQŽ“«a╔·Ą─ø_ō¶▌d║╔Ż¼įņ│╔ŲŻä┌ōpé¹└█ĘeŻ¼ŲõÅŖČ╚ę▓ļSĢrķg└█ĘeČ°ĮĄĄ═ĪŻę“┤╦╝¶öÓõNöÓ┴č▓ó▓╗┐é╩Ūį┌ŽĄĮy▀^▌dĢr▓┼░l╔·ĪŻČ°Ūę╝¶öÓõNöÓ┴č║¾Įø│Żć└ųžōpé¹░ļ┬ō▌SŲ„╝░┬ō▌SŲ„ī¦Ž“╠ūŻ¼╩▄ōpĄ─┬ō▌SŲ„ąĶę¬Įø│Ż╩ų╣żŃqųŲ╝¶öÓõN╠ū┐ū║═ą▐Å═▒╗╦║┴čĄ─ī¦Ž“╠ūęį╗ųÅ═╗∙▒ŠĄ─╩╣ė├╣”─▄ĪŻę“┤╦┬ō▌SŲ„ē█├³Č╠Ż¼Özą▐ŠSūoĢrä┌äėÅŖČ╚┤¾Ż¼įOéõ═Ż▄ćĢrķgķLĪŻī”╚š«aųĄĮ³300╚fĄ─įOéõüĒšfŻ¼Ęų╬÷░▓╚½┬ō▌SŲ„Ą─ōpē─ą╬╩ĮŻ¼čąŠ┐Ė─▀M┤ļ╩®Ż¼ųžą┬įOėŗę╗ĘNķLē█├³Ą─░▓╚½┬ō▌SŲ„Ż¼ęį▒▄├Ōę“░▓╚½┬ō▌SŲ„╣╩šŽę²ŲĄ─═Ż▄ć╩┬╝■ĪŻ
1 ĮYśŗįŁ└Ē
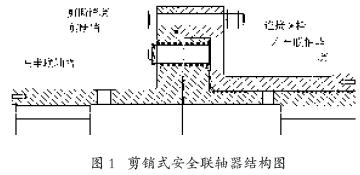
┤╦┬ō▌SŲ„ĮYśŗ▒╚▌^║åå╬Ż¼ų„ę¬ė╔ī¦Ž“╠ū║═ū¾Īóėę░ļ┬ō▌SŲ„╚²┤¾▓┐ĘųĮM│╔Ż¼Ųõųąī¦Ž“╠ū═©▀^┬▌╦©┼cū¾░ļ┬ō▌SŲ„▀BĮėŻ¼Ž▐Č©ėę░ļ┬ō▌SŲ„į┌╝¶öÓõN▒╗╝¶öÓĢr┐╔į┌╠ūā╚ūįė╔ą²▐DĪŻū¾ėę░ļ┬ō▌SŲ„═©▀^╝¶öÓõNé„▀fäė┴”Ż¼«öŽĄĮy▀^▌dĢr╝¶öÓõN▒╗╝¶öÓŻ¼ėę░ļ┬ō▌SŲ„į┌ī¦Ž“╠ūųąūįė╔▐DäėŻ¼äė┴”é„▀fųąöÓĪŻłD1×ķŲõ║åłDĪŻ
2╩¦ą¦ą╬╩Į╝░įŁę“Ęų╬÷
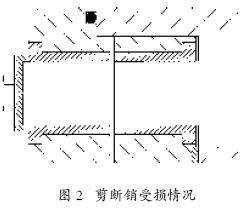
Ż©1Ż®ī¦Ž“╠ūōpē─ Å─┤╦░▓╚½┬ō▌SŲ„Ą─ĮYśŗą╬╩Į║▄╚▌ęū┐┤│÷Ż¼«öŽĄĮy▀^▌dŻ¼╝¶öÓõN▒╗ŪąöÓĢrŻ¼ė╔ė┌╝¶öÓõN▓─┴Ž¤ß╠Ä└Ēąį─▄Ą─▓╗Š∙ä“ąįŻ¼ŪąöÓ▓█öÓ┐┌▓ó▓╗Ģ■═Ļ╚½š¹²RŻ¼öÓ├µ═∙═∙Ģ■│÷¼F═╣ŲĪŻ╚ńłD2╦∙╩ŠĪŻ
į┌▐Däė▀^│╠ųąŻ¼ę“×ķ▀@éĆ═╣ŲŻ¼▒╗╝¶öÓĄ─õNŅ^į┌ū¾Īóėę░ļ┬ō▌SŲ„Ą─Ž▐ųŲŽ┬Ż¼Ģ■▒╗Ēö│÷ę╗Č╬ŠÓļxŻ¼▓ó┐╔─▄▀M╚ļī¦Ž“╠ūĄ─Č╦├µõN╠ū░▓čb┐ūĪŻė┌╩ŪŻ¼▒ŠüĒęčĮø░▓╚½├ōļxĄ─┬ō▌SŲ„Ż¼ģsė╔ī¦Ž“╠ūČ╦├µ║═▒╗╝¶öÓĄ─öÓõNŅ^└^└mé„▀fäė┴”ĪŻę“┤╦Ż¼į┌Ę┤Å═Ą─ø_ō¶▌d║╔ū„ė├Ž┬Ż¼▒Ī╚§Ą─ī¦Ž“╠ūČ╦├µ▒╗ÅŖ┤¾Ą─ø_ō¶┴”öDē║╦║┴čČ°ōpē─Ż¼Č°Ūę╝¶öÓõN╠ūę▓ė╔ė┌öDē║├µĄ─£pąĪŻ¼õN╠ū▒╗ē║┴čŻ¼┐ū▒┌▒╗ē║Øóūāą╬Ż¼▀Mę╗▓ĮÉ║╗»┴╦┬ō▌SŲ„Ą─╩╣ė├ąį─▄ĪŻ
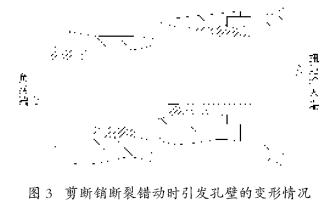
Ż©2Ż®░ļ┬ō▌SŲ„╝¶öÓõN╠ū┐ūūāą╬▀^┤¾ ═©│ŻŪķørŽ┬Ż¼░▓╚½┬ō▌SŲ„į┌╩ū┤╬╩╣ė├Ū░Ż¼ū¾ėę┬ō▌SŲ„õN╠ū┐ū╩Ūė├ĮgĄČŃqųŲ║¾┼õ╚ļ▀^ė»Ą─╝¶öÓõN╠ūŻ¼╚╗║¾čb╚ļķgŽČ┼õ║ŽĄ─╝¶öÓõNĪŻ╣żū„ųąŻ¼ū¾ėę░ļ┬ō▌SŲ„õN╠ū┐ū▒┌Ą─ūāą╬Ż¼ę╗╩Ūė╔ė┌╝¶öÓõNöÓ┴čĢr«a╔·Ą─═╣ŲŻ¼į┌ū¾ėę┬ō▌SŲ„ÕeäėĢr«a╔·Ą─▌SŽ“┴”▓╗Ą½Ēö│÷┴╦öÓõNŻ¼ę▓╩╣õN╠ū▒╗Ēö│÷Ż¼Å─Č°ī¦ų┬õNŅ^═╣Ųų▒Įėø_ō¶ū¾ėę░ļ┬ō▌SŲ„õN╠ū┐ū▀ģ▓┐Ż¼ų┬╩╣õN╠ū┐ū▒┌Ą─ūāą╬Ż╗Č■╩Ūø_ō¶▌d║╔▓╗öÓ═©▀^╝¶öÓõNé„▀fĄĮū¾ėę┬ō▌SŲ„õN╠ū┐ū▒┌Ż¼╩╣Ųõ▓╗öÓ╩▄ĄĮöDē║Ż¼«öŠų▓┐öDē║æ¬┴”┤¾ė┌▓─┴ŽĄ─įSė├öDē║æ¬┴”Ģr┐ū▒┌ūāą╬Ż¼╝¶öÓõN╠ū╦╔│┌Ż¼Č°ŪęļSų°ĢrķgĄ─═ŲęŲūāą╬╝ėäĪĪŻ╝¶öÓõNöÓ┴čÕeäėĢrę²░l┐ū▒┌Ą─ūāą╬Ūķør╚ńłD3╦∙╩ŠĪŻ
ę“┤╦Ż¼░▓╚½┬ō▌SŲ„į┌╣żū„ę╗Č╬Ģrķg║¾Ż¼ę¬ųžą┬ŃqųŲū¾ėę┬ō▌SŲ„õN╠ū┐ūŻ¼ųž┼õ╝¶öÓõN╠ūęį╗ųÅ═╩╣ė├ąį─▄ĪŻĄ½╩ŪŻ¼═∙═∙ė╔ė┌╔·«a╗“Ųõ╦¹įŁę“Ż¼į┌ŃqųŲū¾ėę┬ō▌SŲ„õN╠ū┐ūĢrõN╠ū┐ūęčūāą╬╠½┤¾Ż¼¤oĘ©═Ļ╚½═©▀^ŃqųŲ┐ūĄ─ĘĮĘ©╗ųÅ═Ųõ╩╣ė├ąį─▄ĪŻ╚ń┤╦Ę┤Å═Ż¼░▓╚½┬ō▌SŲ„õN╠ū┐ūį┌ø]ėąŃqųŲĄĮśOŽ▐│▀┤ńŻ¼Š═ę“õN╠ū┐ūęčūāą╬╠½┤¾Ż¼╩╣┬ō▌SŲ„▀^įńł¾ÅUĪŻ
3 Ė─▀M┤ļ╩®
3.1 ▓─┴ŽĖ─▀M
3.1.1 ░ļ┬ō▌SŲ„▓─┴ŽĖ─▀M įŁī¦Ž“╠ū║═ū¾Īóėę░ļ┬ō▌SŲ„╚²┤¾▓┐Ęų▓─┴ŽŠ∙×ķ ZG45Ż¼Ųõ▓─┴ŽŪ³Ę■æ¬┴”×ķūęs= 310 MPaĪŻ╝¶öÓõN▓─┴Ž×ķ 45╠¢õōŻ¼═©▀^┤Ń╗+Ė▀£ž╗ž╗╠Ä└ĒŻ¼ŲõŪ³Ę■æ¬┴”×ķūęs Ī▌480 MPaŻ¼┐╣└ŁÅŖČ╚×ķūębĘų▓╝į┌650~800 MPaų«ķgĪŻęįŲõųąę╗ĘN┬ō▌SŲ„╝¶öÓõNų▒ÅĮ×ķ20 mmŻ¼╝¶öÓ▓█ų▒ÅĮ×ķ 16 mmŻ¼╝¶öÓõN╠ū═ŌÅĮ│§Ų┌×ķ30 mmŻ¼┼c░ļ┬ō▌SŲ„õN╠ū┐ū▒┌Įėė|ķLČ╚×ķ25 mm×ķ└²Ż¼ę¬╝¶öÓ┤╦õNĄ─╦▓Ģræ¬┴”ę¬│¼▀^╝¶ŪąÅŖČ╚ūębŻ¼ätį┌ūŅ┤¾┐╣└ŁÅŖČ╚×ķūęb= 800 MPa ĢrŻ¼┐╣╝¶ÅŖČ╚×ķŻ║

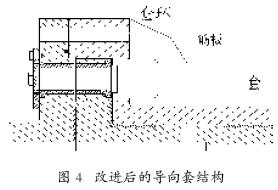
Č°Ūę│¼▀^┴╦┬ō▌SŲ„▓─┴ŽŪ³Ę■æ¬┴”ūęsĪŻ▀@Š═╩Ū┬ō▌SŲ„×ķ╩▓├┤į┌╣żū„ę╗Č╬Ģrķg║¾Ż¼õN╠ū┐ūĢ■«a╔·ÖEłA┐ū╝░┐ū┐┌▒╗ē║ØóĄ─ų„ę¬įŁę“ĪŻę“┤╦Ż¼ę¬╩╣öDē║æ¬┴”ąĪė┌░ļ┬ō▌SŲ„▓─┴ŽĄ─Ū³Ę■æ¬┴”ūęsŻ¼ę╗ĘĮ├µ┐╔ęį═©▀^į÷┤¾õN╠ūĮėė|├µĘeŻ¼┴Ēę╗ĘĮ├µ┐╔ęį═©▀^▀xō±Ū³Ę■æ¬┴”ūęsŻŠ 320.89 MPa Ą─▓─┴ŽųŲįņ░ļ┬ō▌SŲ„ĪŻ▒╚╚ńŻ¼▀xō±ZG55Ż¼ūęs = 340 MPa╗“Ū³Ę■æ¬┴”Ė³Ė▀Ą─▓─┴ŽĪŻ 3.1.2 õN╠ū▓─┴ŽĖ─▀M ╝¶öÓõN╠ū▓─┴Ž═©│Ż▓╔ė├╠╝╦ž╣żŠ▀õōT 8Ż¼┤Ń╗╠Ä└Ē║¾Ż¼ė▓Č╚┤¾ė┌HRC62ĪŻ▀@ĘN▓─┴Žį┌═©▀^┤Ń╗╗ž+ ╗╠Ä└Ē║¾ļm╚╗ė▓Č╚Ż¼─═─źąį▒╚▌^Ė▀Ż¼Ą½ÅŖČ╚║═╦▄ąį▓╗Ė▀Ż¼│ą╩▄ø_ō¶▌d║╔Ą──▄┴”▒╚▌^Ą═ĪŻ▀@ę▓╩Ū×ķ╩▓├┤Įø│ŻĢ■│÷¼F╝¶öÓõN╠ūŲŲ┴čĄ─ų„ę¬įŁę“ĪŻę“┤╦Ż¼į┌▀xō±╝¶öÓõN╠ū▓─┴ŽĢrŻ¼ę¬Å─┐╣ø_ō¶Īó─═─źĪóĖ▀ÅŖČ╚Ą╚ÄūéĆĘĮ├µŠC║Ž┐╝æ]Ż¼ūŅ║¾▀xō±─═ø_ō¶║ŽĮ╣żŠ▀õō6CrW2SiĪŻ 3.2 ĮYśŗĖ─▀M 3.2.1 ī¦Ž“╠ūĮYśŗĖ─▀M ė╔ė┌┬ō▌SŲ„Ą─ŲŲē─ą╬╩Įų„ę¬╩Ūī¦Ž“╠ūōpē─║═┬ō▌SŲ„õN╠ū┐ūūāą╬▀^┤¾ę²ŲĄ─Ż¼ę“┤╦Ż¼ę¬▒▄├Ōęį╔Žā╔ĘNōpē─ą╬╩ĮĄ─░l╔·Ż¼Š═ę¬Å─Ė∙▒Š╔ŽĖ─ūāŲõ▓╗║Ž└ĒĄ─ĮYśŗĪŻŪ░├µęčĮøĘų╬÷┴╦ī¦Ž“╠ū▒╗ŲŲē─Ą─ų„ę¬įŁę“Ż¼╦∙ęįę¬╩╣▒╗Ēö│÷Ą─öÓõNŅ^▓╗Ģ■┼÷ĄĮī¦Ž“╠ūČ╦├µŻ¼ę╗ĘNĘĮĘ©Š═╩Ūė├ō§░ÕČ┬ūĪī¦Ž“╠ū╝¶öÓõN░▓čb┐ūĪŻĄ½«ö╝¶öÓõN▒╗╝¶öÓ║¾ę¬╚½▓┐▓Ą¶ō§░ÕŻ¼┤²Ė³ōQ╦∙ėąĄ─╝¶öÓõN║¾ėųąĶčb╗žō§░ÕŻ¼ėąĢrĒö│÷Ą─öÓõNŅ^ę▓Ģ■öDē║ō§░ÕŻ¼└Ł├ōō§░Õ╣╠Č©┬▌╦©Ż¼═¼śėĢ■╦║┴čī¦Ž“╠ūŻ¼Įo┬ō▌SŲ„ĦüĒ║▄┤¾Ą─ōpé¹Ż¼Č°ŪęĮoŠSūoĦüĒĖ³ČÓ▓╗▒ŃŻ¼ę“┤╦▀@ĘNĘĮĘ©▓ó▓╗┐╔┐┐ĪŻ┴Ēę╗ĘNĘĮĘ©╩Ū░čī¦Ž“╠ūČ╦├µ╝ė╣ż│╔║¾░╝ą╬╩ĮŻ¼╝┤╩╣öÓõNŅ^═Ų│÷ę╗Č╬ŠÓļxę▓▓╗Ģ■║═ī¦Ž“╠ūČ╦├µĮėė|Ż¼ę▓Š═▒▄├Ō┴╦ī¦Ž“╠ūĄ─ŲŲē─ĪŻ┐╝æ]ĄĮī¦Ž“╠ūų╗Ųų¦ō╬Īóī¦Ž“ū„ė├Ż¼▓ó▓╗│ą╩▄ø_ō¶▌d║╔Ż¼×ķ┴╦ĘĮ▒Ń╝ė╣żųŲįņŻ¼ī¦Ž“╠ū▒╗įOėŗ│╔╠ū║═╠ūŁhā╔▓┐ĘųŻ¼╚╗║¾═©▀^║ĖĮėĮŅ░Õ▀BĮė│╔ę╗š¹¾w║¾╝ė╣ż│╔ą═ĪŻŲõĮYśŗ╚ńłD4╦∙╩ŠĪŻ
3.2.2 ░ļ┬ō▌SŲ„õN╠ū┐ūĖ─▀M ┴Ē═ŌŻ¼ė╔ė┌│§╩╝õN╠ū┐ūöDē║├µĘe▀^ąĪŻ¼ļm╚╗═©▀^Ė─ūā▓─┴Ž┐╔╠ßĖ▀ŲõŪ³Ę■śOŽ▐Ż¼Ą½ė╔ė┌▓─┴ŽĄ─įSė├öDē║æ¬┴”[ūęb]Īų 12 ūęsŻ¼╦∙ęįį┌ķLŲ┌Ą─Į╗ūā▌d║╔Ą─ū„ė├Ž┬Ż¼õN╠ū┐ū╚į╚╗Ģ■░l╔·ūāą╬ĪŻę“┤╦Ż¼ę¬īŹ¼F┬ō▌SŲ„Ą─ē█├³čėķLŻ¼į┌Ė─ūā░ļ┬ō▌SŲ„▓─┴ŽĄ─═¼ĢrŻ¼ę¬į÷╝ėõN╠ū┐ū│▀┤ńęįį÷┤¾öDē║├µĘeĪŻė╔╣½╩Įūę= FS = F dę┴b ┐╔ęį┐┤│÷Ż¼£pąĪöDē║┴”FŻ¼į÷╝ėõN╠ū═ŌÅĮd╗“░ļ┬ō▌SŲ„║±Č╚b Ą─Č╝─▄╩╣öDē║æ¬┴”ūęĮĄĄ═ĪŻĄ½£pąĪöDē║┴”FŻ¼ę▓Š═ęŌ╬Čų°£pąĪ╝¶öÓ▓█Įž├µĘeŻ¼’@╚╗▀@ĘNĘĮĘ©╩ŪĀ▐╔³╝¶öÓõNĄ─ē█├³üĒōQ╚Ī┬ō▌SŲ„Ą─ē█├³Ż¼Ą½═¼Ģrį÷╝ė┴╦═Ż▄ćōQõNĄ─ų▄Ų┌Ż¼╔·«aą¦┬╩╩▄ĄĮ┴╦║▄┤¾ė░ĒæŻ¼ę“┤╦▀@ĘNĘĮĘ©╩Ū▓╗┐╔╚ĪĄ─ĪŻ─Ū├┤ų╗─▄▓╔╚Īį÷┤¾d╗“b üĒĮĄĄ═öDē║æ¬┴”Ż¼ęįīŹ¼F┬ō▌SŲ„ē█├³Ą─╠ßĖ▀ĪŻ╚¶░ļ┬ō▌SŲ„▓─┴Ž▀xō±×ķZG55Ż¼
ę“┤╦═Ļ╚½Ę¹║ŽįOėŗę¬Ū¾ĪŻ
3.3 ╝¶öÓõN╠ūĄ─░▓čbĘĮĘ©Ė─▀M įŁ░ļ┬ō▌SŲ„õN╠ūĄ─░▓čb╩Ūį┌├┐┤╬╩ų╣żŃq┐ū▀^║¾Ż¼░┤īŹ£y┐ūÅĮŻ¼═©▀^ÕNō¶Ę©čb╚ļ▀^ė»┴┐×ķ0.03 mm Ą─╝¶öÓõN╠ūĪŻ▀@ĘN▓╗║Ž└ĒĄ─čb┼õĘĮĘ©Ż¼═∙═∙įņ│╔╝¶öÓõN╠ū╚▌ęū╦╔äėŻ¼═¼śėę▓╩Ūī¦ų┬░ļ┬ō▌SŲ„õN╠ū┐ūūāą╬╝░ī¦Ž“╠ū╦║┴čĄ─ų„ę¬įŁę“ĪŻę“┤╦Ż¼į┌ųŲįņčb┼õĢr▓╔ė├└õčbĄ─ĘĮĘ©Ż¼╩╣╝¶öÓõN╠ū┼c░ļ┬ō▌SŲ„┐ūą╬│╔▓╗┐╔▓ąČĄ─▀^ė»┼õ║ŽŻ¼Å─Č°╩╣╝¶öÓõN╠ūį┌╣żū„ųą▓╗ų┴ė┌╦╔├ōĪŻ
4 ĮYšō
═©▀^蹊┐Ęų╬÷┴╦▄łÖC░▓╚½┬ō▌SŲ„Ż©┼ż┴”Ž▐ųŲŲ„Ż®Ą─ĮYśŗ║═ōpē─╠ž³cŻ¼▓óī”ų„ę¬ė░Ēæ┬ō▌SŲ„ē█├³▓┐╬╗▀MąąÅŖČ╚ąŻ║╦Ż¼šę│÷┴╦▒Ī╚§Łh╣ØŻ¼╠ß│÷┴╦═©▀^ųžą┬▀xō±┬ō▌SŲ„▓─┴Ž║═įOėŗī¦Ž“╠ūĄ╚ĮYśŗą╬╩ĮŻ¼čėķL┤╦ŅÉ░▓╚½┬ō▌SŲ„ē█├³Ą─ĘĮĘ©ĪŻ▓╔ė├▀@ĘNĘĮĘ©Ż¼╔·«aųąų╗ąĶė├║▄Č╠Ą─ĢrķgĖ³ōQ▒╗╝¶öÓĄ─╝¶öÓõNŻ¼╩Ī╚ź╩ų╣żŃq┐ūŻ¼ęį╝░Ė³ōQōpē─┬ō▌SŲ„Ģrš╝ė├┤¾┴┐Ą─╔·«aĢrķgŻ¼Å─Č°īŹ¼F┴╦░▓╚½┬ō▌SŲ„Ą─šµš²├ŌŠSūoĪŻę“┤╦Ż¼śO┤¾Ąž£p╔┘┴╦░▓╚½┬ō▌SŲ„╣╩šŽę²ŲĄ─═Ż▄ćĢrķgŻ¼ĮĄĄ═┴╦ŠSūoÖzą▐ÅŖČ╚Ż¼Å─Č°ĮŌøQ┴╦┤╦ŅÉ░▓╚½┬ō▌SŲ„ē█├³Č╠Ż¼ŠSūoÖzą▐š╝ė├╔·«aĢrķgķLĄ─▀@ę╗╔·«aŲ┐ŅiĪŻ
║ė▒▒Š®š\┬ō▌SŲ„ÅS┐╔ęį╠ß╣®ęįŽ┬ą╬╩ĮĄ─░▓╚½┬ō▌SŲ„Ż©┼żŠžŽ▐ųŲŲ„Ż®Ż║RWą═õōŪ“╩Į┼żŠžŽ▐ųŲŲ„ RWLą═õōŪ“╩Į┼żŠžŽ▐ųŲŲ„ RWFą═ØLų∙╩Į┼żŠžŽ▐ųŲŲ„ RWCą═ØLųķ╩Į┼żŠžŽ▐ųŲŲ„ TLą═─”▓┴╩Į┼żŠžŽ▐ųŲŲ„ TL-Cą═─”▓┴╩Į┼żŠžŽ▐ųŲŲ„ TL-Xą═─”▓┴╩Į┼żŠžŽ▐ųŲŲ„ AYLę║ē║░▓╚½┬ō▌SŲ„ | 






