╝ė▌d┼▄║Žįć“×┼_╩Ū£yįć£p╦┘ÖCąį─▄Ą─╗∙▒ŠįOéõų«ę╗Ż¼┬ō▌SŲ„╩ŪįōįOéõĄ─│Żė├┴Ń╝■ĪŻŻ© ╚ńłD1Ż®
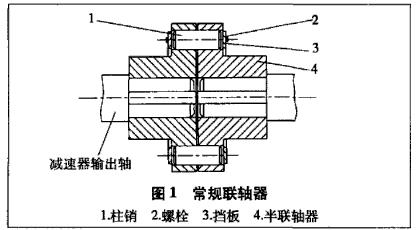
ė╔ė┌¼Fł÷▓┬ō▌SŲ„╩▄ĄĮę╗Č©Ą─Ž▐ųŲŻ¼ę“┤╦Ż¼ÕNō¶│╔┴╦ūŅ│Żė├Ą─ĘĮĘ©ĪŻČ°ÕNō¶│╔┴╦ūŅ│Żė├Ą─ĘĮĘ©Ż¼Ą½ÕNō¶│Ż│ŻĢ■╩╣łAų∙─źōpĪó└Łé¹╗“ØLµIŻ¼µI▓█ūāīÆŻ¼ęįų┬ŲŲē─┴╦┴Ń╝■Ą─įŁ╩╝│▀┤ńŻ¼Č°ą▐Å═▀@ą®│▀┤ńėųø]ėą║├Ą─▐kĘ©Ż¼▓óŪęėąą®│▀┤ńĖ∙▒Š¤oĘ©ą▐Å═ĪŻ
1 ą┬ą═┬ōĮėĘĮ╩Į
¼FĮķĮBę╗ĘNĖ─▀MĄ─┬ōĮėĘĮ╩ĮŻ©ęŖłD2Ż®
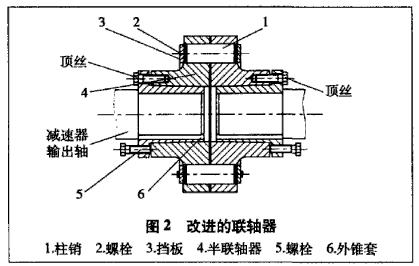
▀@ĘN┬ōĮėĘĮ╩ĮĄ─įŁ└Ē╩ŪŻ║£p╦┘Ų„▌ö│÷▌S┼c═ŌÕF╠ūų▒Įė┬ōĮėŻ¼═ŌÕF╠ū×ķ═ŌÕFā╚łAą╬╩ĮŻ¼═ŌÕF╠ū┼c░ļ┬ō▌SŲ„ā╚ÕF├µ┐┐ÕF├µ┬ōĮėŻ¼▓óé„▀fäė┴”Ż¼═ŌÕF╠ūĄ─ā╚┐ū┼c£p╦┘Ų„▌ö│÷▌S×ķ▀^ė»┼õ║Ž(┼õ║ŽĄ╚╝ēH7/p6,╚¶£p╦┘Ų„▌ö│÷▌Sų▒ÅĮ×ķ”Ą100mmŻ¼ūŅ┤¾▀^ė»┴┐×ķ0.094mmŻ¼ūŅąĪ▀^ė»┴┐×ķ0.037mm)Ż¼Ą½┤╦▀^ė»┼õ║Ž¤oĒÜē║čb╗“╩Ū¤ß╠ūŻ¼ę“×ķ═ŌÕF╔Žķ_ėą▌SŽ“┐v▓█Ż¼ĮYśŗ╚ń╚ń3.
╝ė╣żąĶ꬚f├„Ą─╩ŪŻ║
Ż©1Ż®ā╔╝■░ļ┬ō▌SŲ„Ž╚╝ė╣żų∙õN┐ūŻ¼╚╗║¾čb╚ļų∙õNŻ¼į┘╝ė╣ż░ļ┬ō▌SŲ„ā╚ÕF┐ūŻ¼ęį▒ŻūCā╔░ļ┬ō▌SŲ„Ą─═¼▌SČ╚ę¬Ū¾ĪŻ
Ż©2Ż®═ŌÕF╠ūĄ─▓█ę¬ūŅ║¾╝ė╣żŻ¼ę▓Š═╩Ūšfā╚┐ūĪó═ŌÕF├µĪóĄ╚Ęų┐ū╝ė╣ż═Ļų«║¾ę¬Ūą▓█ĪŻ
Ż©3Ż®░ļ┬ō▌SŲ„ā╚ÕF├µ┼c═ŌÕF├µĄ├┼õ║Ž├µ▓╔ė├čą─źĘĮĘ©Ż¼▒ŻūC│õĘųĄ─Įėė|├µĘeŻ¼ęįØMūŃé„▀f┼żŠžĄ─ę¬Ū¾ĪŻ
Ż©4Ż®═ŌÕF╠ū╔ŽėąĒöĮzŻ¼▒Ńė┌▓ąČĪŻ
Ż©5Ż®ā╔░ļ┬ō▌SŲ„ė├─ß²łõN┬ōĮėŻ¼×ķÅŚąį┬ōĮėĪŻ
Ż©6Ż®ÕF├µÕFČ╚┐žųŲį┌1.5ĪŃ-5ĪŃŻ¼ęįØMūŃé„▀f▐DŠžĄ─ąĶę¬║═īŹ¼FūįµiĪŻ
2 ┼cįŁ┬ō▌SŲ„ą╬╩Į▒╚▌^
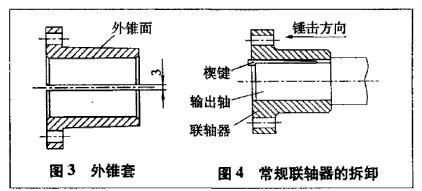
▀^╚źŻ¼£p╦┘Ų„Ż©ęį│ķė═ÖC£p╦┘Ų„×ķ└²Ż®╝ė▌dĢrŻ¼▌ö│÷▌S╔ŽĄ─µI×ķą©µIŻ¼▓ąČĢr═∙Ž┬ÕNō¶┬ō▌SŲ„Ż¼įĮ═∙═ŌŪ├Ż¼µIą©Ą─įĮŠoŻ©╚ńłD4Ż®ĪŻė├ō▄õNŲ„ąČŽ┬µI▓█┬ō▌SŲ„ų«║¾Ż¼░l¼F▌ö│÷▌S─źōpĪó└Łé¹Ż¼▌S┼c┬ō▌SŲ„╔ŽĄ─µI▓█ūāīÆĪŻČ°▓╔ė├ą┬ĘĮ░ĖŻ¼čbąČĘĮ▒ŃŻ¼ėų▓╗ė░Ēæ┴Ń╝■Ą─│▀┤ńŠ½Č╚ĪŻ
| 






