ę╗ĪóŪ░čį
╩«ūų▌S╚fŽ“┬ō▌SŲ„╩Ū░ÕÖC▄łÖCųąĄ─▓┐╝■Ż¼▀@ĘN┬ō▌SŲ„▒╚Ųõ╦³ą╬╩ĮĄ─┬ō▌SŲ„Š▀ėą┴Ń╝■╔┘Ż¼ŠSą▐ĘĮ▒ŃŻ¼é„äėŲĮĘĆŻ¼į┌═¼śė╗ž▐D░ļÅĮŽ┬▐Däė┴”Šž┤¾Ą╚╠ž³cŻ¼╩Ūę╗ĘN▌^Ž╚▀MĄ─é„äėĮYśŗĪŻ╚fŽ“┬ō▌SŲ„▓µŅ^╗©µI╠ūĄ─▓µŅ^Č╦ąĶę¬Ė▀ÅŖČ╚Ż¼Č°╗©µIČ╦×ķØMūŃ╝ė╣żąį─▄▒žĒÜ░čė▓Č╚┐žųŲį┌HB256ę╗Ž┬Ż¼Č°▀@śėš{┘|╠Ä└ĒĢr▒žĒÜ╩╣╣ż╝■ā╔Č╦ėą▓╗═¼Ą─ė▓Č╚Ż¼×ķ┴╦ØMūŃ╩╣ė├ę¬Ū¾Ż¼ā╚┐ūųąĄ─╗©µIąĶę¬▀Mąąš{┘|╠Ä└ĒĪŻ┐╔ęŖ▓µŅ^╗©µI╠ūĄ─¤ß╠Ä└Ē╩ŪŽÓ«öÅ═ļsĄ─Ż¼▒Š╬─Š═╩Ūī”╗©µI╠ū¤ß╠Ä└Ē╔·«aĄ─┐éĮYĪŻ
Č■Īó▓µŅ^╗©µIĄ─š{┘|╠Ä└Ē
1Īóš{┘|╣ż╦ćģóöĄ╝░ĘĮĘ©Ą─▀xō±Ż║Å─╝╝ągę¬Ū¾┐╔ęį┐┤│÷▓µŅ^╗©µI╠ūĄ─ā╔Č╦ę¬Ū¾ėą▓╗═¼Ą─ąį─▄Ż¼ØMūŃ▀@ĘNę¬Ū¾▓╔ė├š¹¾wš{┘|╩Ū▓╗ąąĄ─Ż¼╩ūŽ╚▀xō±Ą─╣ż╦ćĘĮĘ©╩Ū┼P╩Į╝ė¤ßĀtŻ¼┴ó╩Į┤Ń╗Ż¼╝┤į┌┼_▄ćĀt╝ė¤ßŻ¼│÷Āt║¾┤®õN╣ż╝■┴óŲŻ¼╚╗║¾▓µŅ^Č╦┤Ń╗Ż¼╗©µIČ╦┐š└õĪŻ
2Īóš{┘|╣ż╦ć
╣ż╦ć▀Mąą¤ß╠Ä└Ēę╗╝■ĮY╣¹Ż║╚ńŻ©▒Ē1Ż®
| ▓┐╬╗ |
ė▓Č╚ |
| ▓µŅ^ |
HB332 |
| ╗©µIČ╦ |
HB322 |
Å─š{┘|ĮY╣¹┐╔ęį┐┤│÷Ż¼Įø▀^╦«└õÅŖČ╚ØMūŃę¬Ū¾Ż¼Ą½╗©µIČ╦╝┤╩╣▓╔ė├┐š└õŻ¼ė▓Č╚ę▓ø]ĮĄĄ═Ż¼╔·«aĮY╣¹▒Ē├„26Cr2Ni4MoõōŻ¼ī”ė┌╗©µIČ╦▀@śėĄ─Įž├µ┐š└õ▓╗─▄ĮĄĄ═▒Ē├µė▓Č╚ĪŻ
3Īó▒Żūo╗ž╗
▓╔ė├┐š└õ▀@ĘN▌^ŠÅ┬²Ą─└õģsĘĮ╩Įø]ėą╩╣╗©µIČ╦▓┐Ą─ė▓Č╚ĮĄĄ═Ż¼─Ū├┤╠ßĖ▀╗ž╗£žČ╚ę▓╩ŪĮĄĄ═ė▓Č╚Ą─ĘĮĘ©Ż¼Ą½╩Ū╠ßĖ▀╗©µIČ╦Ą─╗ž╗£žČ╚═¼ĢrŻ¼▀Ćę¬┐╝æ]▓µŅ^Č╦ė▓Č╚ųĄ▓╗▒╗ĮĄĄ═Ż¼▀@śėąĶę¬īó▓µŅ^Č╦▒ŻūoŲüĒŻ¼╩╣ų«╗ž╗Ģr£žČ╚▓╗│¼▀^įŁ╗ž╗ė▓Č╚ĪŻ╗ž╗▒Żūo▓╔ė├─═╗└wŠSÜų░³╣³▓µŅ^Č╦▓┐Ą─ĘĮĘ©Ż¼▓óį┌▓µŅ^Č╦Ę┼ę╗ų¦¤ßļŖ┼╝£y£žŻ¼┐žųŲ▓µŅ^Č╦£žČ╚Ż¼╗ž╗║¾╗©µIČ╦ė▓Č╚ųĄĮĄĄ═×ķHB252ų┴270ØMūŃ╝╝ągę¬Ū¾Ż¼Č°▓µŅ^Č╦ė▓Č╚ųĄø]▒╗ĮĄĄ═Ż¼ĮøÖCąĄąį─▄£yįćØMūŃ╝╝ągę¬Ū¾Ż¼ęŖ▒Ē2
▓ÕŅ^Č╦ÖCąĄąį─▄ ▒Ē2
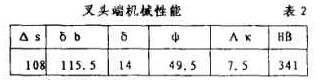
╚²Īó▓µŅ^╗©µIĄ─ĄŁ╗»╠Ä└Ē
1ĪóÅ─26Cr2Ni4MoVõōĄ─╗»īW│╔Ę▌Ęų╬÷ĄŁ╗»Ą─┐╔ąąąįŻ¼26Cr2Ni4MoõōĘNĄ─CrĪó4MoĪóVŠ∙×ķĄ¬Ę╩╬’ą╬│╔į¬╦žŻ¼╦³éāį┌õōųą┼cĄŁĄ─ėH║Ž┴”║▄ÅŖŻ¼─▄ą╬│╔Åø╔óČ╚Ė▀Ż¼ė▓Č╚Ė▀Ż¼─═─źąį─▄║├Ą─ĄŁ╗»╬’Ż¼Å─Č°╠ßĖ▀▒Ē├µė▓Č╚Ż¼Niī”ė▓Č╚╠ßĖ▀ū„ė├▓╗┤¾Ż¼ė├ė┌┤µį┌CrĪóMoĪóV▀@ą®Ą¬╗»╬’ą╬│╔į¬╦ž╦∙ęį26Cr2Ni4MoVõōĄ¬╗»║¾─▄╚ĪĄ├┴╝║├Ą─ĄŁ╗»ą¦╣¹ĪŻ
2 ╚ń║╬▒ŻūCā╚┐ūĄ─ĄŁ╗»┘|┴┐
╚ń╚ń1╦∙╩ŠŻ¼▓µŅ^╗©µI╠ūĄ─ā╚┐ūā╔Č╦ų▒ÅĮ▓╗ę╗śėŻ¼ąĪ┐ūėą”Ą150▓╗└¹ė┌ÜŌ¾w┴„═©Ż¼Č°Ūęę╗░ŃĀtųą▀MÜŌ╣▄×ķ═ŌŁh╣▄Ż¼▀@ĘN▀MÜŌĘĮ╩Į▓╗ęū▒ŻūCā╚┐ūĄ─ĄŁ╗»┘|┴┐Ż¼╦∙ęį▒žĒÜĖ─ūā═©ÜŌĘĮ╩ĮĪŻ╚ń╣¹į┌ā╚┐ūĘ┼ę╗éĆ▀MÜŌ╣▄Ė─ūā═ŌŁh╣▄▀MÜŌŻ¼īóĖ─ūāā╚┐ūĄ─ÜŌ┴„ĀŅæBŻ¼ūāūį╚╗╔Ž╔²Ą─ÜŌ┴„×ķÅŖųŲ┴„äėÜŌ┴„Ż¼┐╔ęį╠ßĖ▀ā╚┐ūĄŁ╗»Ą─ĄŁ╗»┘|┴┐ĪŻ
3 ĄŁ╗»╣ż╦ćĄ─ųŲČ©
Ż©1Ż®ĄŁ╗»£žČ╚Ą─▀xō±
ĄŁ╗»£žČ╚Ą─Ė▀Ą═ų▒Įėė░ĒæĄŁ╗»Ą─ė▓Č╚Ż¼£žČ╚╠½Ą═Ż¼Ė▀│╔▒ŠŻ¼£žČ╚╠½Ė▀ätė▓Č╚ųĄĮĄĄ═Ż¼ŠC║Žęį╔Žę“╦žŻ¼£žČ╚ėŗ▀x×ķ520Īµ×ķę╦ĪŻŻ©ģó┐╝£žČ╚×ķ480Īµ-570ĪµŻ®
Ż©2Ż®ĄŁ╗»ĢrķgĄ─▀xō±
į┌ĄŁ╗»£žČ╚┤_Č©║¾Ż¼ĄŁ╗»Ģrķgų„ę¬╚ĪøQė┌ĄŁ╗»īė╔ŅČ╚Ż¼ļSų°ĄŁ╗»ĢrķgĄ─čėķLŻ¼ĄŁ╗»īė╔ŅČ╚į÷ķLŽ╚┐ņ║¾┬²Ż¼▀^ķLĄ─ĄŁ╗»Ģrķgī”╠ßĖ▀ØBīė╔ŅČ╚ą¦╣¹▓╗├„’@Ż¼Ė∙ō■╣żū„ØB╠╝īėę¬Ū¾×ķĪ▌0.4mm,Ą¬╗»Ģrķgæ¬▀xō±50ąĪĢrĪŻ
Ż©3Ż®ĘųĮŌ┬╩Ą─▀xō±
ĘųĮŌ┬╩Ą─Ė▀Ą═ų▒Įėė░Ēæų°╣ż╝■▒Ē├µ╬³╩šĄ¬Ą─╦┘Č╚Ż¼ĘųĮŌ┬╩▀^Ė▀Ż¼╣ż╝■▒Ē├µ╬³ĖĮ┤¾┴┐Ą¬ÜŌīóĘ┴ĄKī”Ą¬Ą─╬³╩šŻ¼╩╣▒Ē├µØŌČ╚ĮĄĄ═Ż¼ĄŁ╗»īėĄ─ė▓Č╚║═╔ŅČ╚£pąĪŻ¼Č°ĘųĮŌ┬╩╠½Ą═Ż¼┤¾┴┐Ą¬ÜŌüĒ▓╗╝░ĘųĮŌŻ¼╠ß╣®╗ŅąįĄ¬įŁūėĄ─Äū┬╩£p╔┘Ż¼ę▓─▄ĮĄĄ═Ą¬╗»╦┘Č╚Ż¼═¼Ģrįņ│╔Ą¬ÜŌĄ─┘|┴┐└╦┘MŻ¼Ė∙ō■ī”║ŽĮõōĄŁ╗»Įø“ׯ¼▓╔ė├Ą╚£žā╔ė├┴┐Č╬ĄŁ╗»╣ż╦ćŻ¼Ū░Ų┌▓╔ė├Ą═ĘųĮŌ┬╩20-30%Ż¼╩╣╣ż╝■▒Ē├µ½@Ą├▌^Ė▀Ą─å╬ŁhØŌČ╚Ż¼«a╔·ę╗éĆĖ▀Ą─ØŌČ╚▓ŅŻ¼╠ßĖ▀ØB═Ė▓ó½@Ą├Ė▀ė▓Č╚Ż¼«ö╣ż╝■▒Ē├µ▀_ĄĮę╗Č©ØŌČ╚║¾Ż¼╣ż╝■▒Ē├µ╬³Ą¬─▄┴”£p╚§Ż¼▀@ĢrīóĘųĮŌ┬╩╠ßĖ▀ĄĮ30-40%Ż¼ęįŠS│ų▒Ē├µ╣®Ą¬Ż¼╩╣ęčĮøĄ├ĄĮĖ▀ØŌČ╚ØBīėŽ“ā╚▓┐öU╔óĪŻ
4ĪóĄ¬╗»īŹ█`
Ż©1Ż®ĄŁ╗»įOéõ
▓µŅ^╗©µI╠ūĄ─Ą¬╗»╩Ūį┌├║ÜŌ╝ė¤ßĄ─┤¾ą═Ą¬╗»Ātųą▀MąąŻ¼Ātūėėąą¦│▀┤ń×ķ”Ą750X400mm.
Ż©2Ż®Ą¬╗»╣ż╦ćļyČ╚
Ż©3Ż®Ą¬╗»ĮY╣¹
Ż©4Ż®Ą¬╗»║¾ĮY╣¹ėæšō
Å─▒Ē2┐╔ęį┐┤│÷26Cr2Ni4MoVõōĮø▀^Ą¬╗»ė▓Č╚┐╔▀_HV560ęį╔ŽŻ¼ØBīė║═ė▓Č╚Š∙ä“ąįČ╝║▄║├Ż¼┐╔ęŖ═©ÜŌ┐ū▒ŻūC┴╦ā╚┐ūÜŌĘšĄ─Š∙ä“ĪŻ
╦─ĪóĮYšō
1Īóš{┘|▀^│╠ųąī”ė┌26Cr2Ni4MoV▀@ĘNĖ▀┤Ń═Ėąįõōī”ė┌▓µŅ^╗©µI╠ū▀@ĘNĮž├µŻ¼Ė─ūā└õģs╦┘Č╚Ż¼║▄ļyĮĄĄ═ė▓Č╚Ż¼▒╚▌^ėąą¦Ą─ĘĮĘ©╩Ū╠ßĖ▀╗ž╗£žČ╚Ż¼Č°ī”Ė▀ė▓Č╚Č╦▀Mąą▒Żūo
2Īó26Cr2Ni4MoVõōŠ▀ėą┴╝║├Ą─Ą¬╗»ą¦╣¹Ż¼Ą¬╗»║¾▒Ē├µė▓Č╚┐╔▀_HV560ęį╔ŽĪŻ
3Īó▓╔ė├ųąą─▀MÜŌĘĮ╩Į┐╔ęį▒ŻūCā╚┐ūĄ─Ą¬╗»┘|┴┐ĪŻ
ŽÓĻP«aŲĘšłģóķåŻ║ąĪą═╩«ūų▌S╚fŽ“┬ō▌SŲ„|SWP-Fą═┤¾╔ņ┐så╬ą═╚fŽ“┬ō▌SŲ„|SWC-WH¤o╔ņ┐s║ĖĮė╩Į┬ō▌SŲ„|SWC-CHą═å╬╔ņ┐s║ĖĮė╩Į┬ō▌SŲ„|SWC-WDą═¤o╔ņ┐sČ╠╩Į╚fŽ“┬ō▌SŲ„|SWC-DHą═Č╠╔ņ┐s║ĖĮė╩Į╚fŽ“┬ō▌SŲ„
SWC-BHą═ś╦£╩╔ņ┐s║ĖĮė╩Į╚fŽ“┬ōŲ„
║ė▒▒Š®š\┬ō▌SŲ„ÅS╠ß╣® | 






