ČÓµI┬ōĮėė├ė┌é„▀f┤¾┼żŠžĄ─▌SŅÉŻ¼×ķ┴╦╩╣Ė„µI╩▄┴”Š∙║ŌŻ¼╠ß│÷┴╦Ė„µI▓█Ą─╬╗ų├Š½Č╚ę¬Ū¾Ż¼╚ń╬ęÅS╔·«a┬▌ŚUī”µIĄ─ī”ĘQČ╚ę¬Ū¾╩Ū0.025mm,┐┐äØŠĆ║═ÖC┤▓Ą─ĘųČ╚╩Ū▀_▓╗ĄĮę¬Ū¾Ą─ĪŻ×ķ┤╦Ż¼╬ęéā▀Mąą┴╦蹊┐ĪóįOėŗ┴╦ī”ĘQµI▓█╝ė╣ż┐žųŲ╣żŠ▀Ż¼ę¬┐žųŲī”ĘQČ╚Ż¼ąĶØMūŃā╔éĆŚl╝■Ż║ę╗┐žųŲā╔µI▓█180ĪŃĄ─š`▓ŅŻ╗Č■┐žųŲĄČŠ▀╗ž▐Dųąą─┼c╣ż╝■ųąą─ŽÓĮ╗Ą─š`▓ŅĪŻ┐žųŲ┴╦▀@ā╔éĆš`▓ŅŻ¼ī”ĘQČ╚ę¬Ū¾ę▓Š═ØMūŃ┴╦Ż¼ŲõĮYśŗęŖłD1ĪŻ
ę╗ ĮYśŗę¬Ū¾
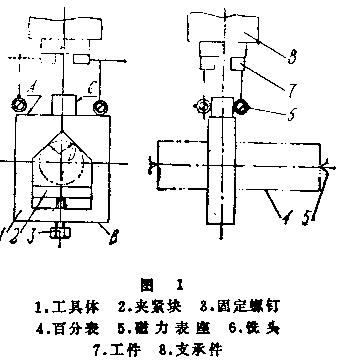
╣żŠ▀¾w1Ą─Š½Č╚╩ŪĖ∙ō■╣ż╝■Š½Č╚Č°Č©Ą─Ż¼ęįAŲĮ├µ×ķ╗∙£╩Ż©ėąŲĮ├µČ╚ę¬Ū¾Ż®ĪŻBŲĮ├µę¬ŲĮąąė┌A├µŻ¼═¼Ģrę▓ėąŲĮ├µČ╚ę¬Ū¾ĪŻCłAų∙├µī”A├µėą┤╣ų▒Č╚ę¬Ū¾Ż¼ŪęėąłAČ╚ę¬Ū¾Ż¼łAų∙ųąą─Į╗ė┌ā╔D├µĄ├ŽÓĮ╗³cŪęŲĮĘųŲõVą╬ĮŪĪŻ
ų¦ō╬╝■8┐╔Ė∙ō■Ė„ÅSŪķørČ°Č©Ż¼┤¾╝■┐╔ė├Vą╬ēKų¦ō╬Ż¼Ą½ę¬▒ŻūC╣ż╝■┼c▀MĮoĘĮŽ“ŲĮąąŻ¼Ę±ät╦³īóė░Ēæī”ĘQČ╚ĪŻĖ▀Č╚ęį▓╗Ę┴ĄK╣żŠ▀╗ž▐D×ķŽ▐ĪŻ
Č■ ╩╣ė├ĘĮĘ©
╩╣ė├Ģrė├┬▌ßö3īó╣żŠ▀╣╠Č©į┌╣ż╝■7╔ŽŻ¼ŃŖŅ^6š{š¹į┌╣żŠ▀¾w1╔ŽĘĮŻ¼į┌ų„▌SČ╦├µ░▓ų├┤┼┴”▒Ēū∙5Ż¼╩╣░┘Ęų▒Ē4ė|Ņ^£yA├µā╔Č╦Ż¼▐Däė╣ż╝■7╩╣░┘Ęų▒Ē4į┌A├µā╔Č╦╩ŠųĄŽÓĄ╚×ķų╣ĪŻį┘š{š¹░┘Ęų▒Ē4£yCłAų∙├µŻ¼▐DäėŃŖŅ^ų„▌Sš{š¹ŃŖŅ^Ą─╬╗ų├Ż¼╩╣░┘Ęų▒Ē4└@CłAų∙├µ£y┴┐Ż¼╩ŠųĄŽÓĄ╚×ķų╣Ż¼╝┤ĄČŠ▀ųąą─┼c╣ż╝■ųąą─ŽÓĮ╗Ż¼╣╠Č©╣ż╝■║¾╝┤┐╔╝ė╣żĪŻĄ½į┌╝ė╣żĢrĄČŠ▀═∙═∙ąĪė┌µI▓█īÆČ╚Ż¼ąĶę¬ÖMŽ“▀MĮoØMūѵI▓█īÆČ╚ĪŻ╚ļ╣╔╩ŪėąöĄ’@čbų├Ą─ÖC┤▓Ż¼ätįŁČ©╬╗╬╗ų├å¢Ņ}▌^ęūĮŌøQŻ¼╚ń╣¹¤oöĄ’@čbų├Ż¼┐╔ė├░┘Ęų▒ĒüĒ▒Ż│ųįŁČ©╬╗ŃŖŅ^╬╗ų├║═öUīÆ┴┐ĪŻ«öę╗éƵI▓█╝ė╣ż═Ļ«ģŃŖŅ^╗žĄĮįŁČ©╬╗╬╗ų├Ż¼┐╔╦╔ķ_╣ż╝■ą²▐D╝s180ĪŃŻ¼╣żŠ▀B├µŽ“╔ŽŻ¼ė├╔Ž╩÷šęš²▐kĘ©£yB├µā╔Č╦Ż¼ę“×ķB├µŲĮąąė┌A├µŻ¼╦∙ęį▌^£╩┤_Ą─£y│÷╣ż╝■▐Däė180ĪŃŻ¼ŖAŠo╣ż╝■┐╔▀Mąą╝ė╣żŻ¼ų▒ų┴═Ļ│╔╣ż╝■Ą─╝ė╣żĪŻ
╚² ┐ūī”ĘQµI▓█Ą─┐žųŲ
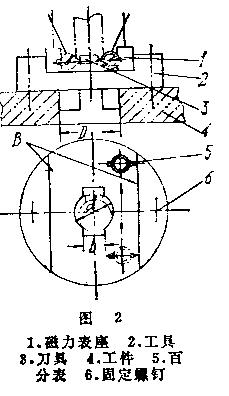
╚ń╣¹╣ż╝■į╩įS└ŁŽ„Ż¼┐žųŲµI▓█ī”ĘQČ╚Ż¼ų╗ū÷ę╗éĆī”ĘQĄ─╠źŠ▀Š═┐╔ęįĮŌøQĪŻĄ½═∙═∙Ħī”ĘQµI▓█Ą─┴Ń╝■ŽÓ«ö²ŗ┤¾Ż¼▓╗┐╔─▄▓╔╚Ī└ŁŽ„╝ė╣żŻ¼Č°▓╔╚Ī▓ÕŽ„üĒ═Ļ│╔Ż¼▀@Ģr┐╔▓╔ė├łD2╦∙╩Š╣żŠ▀üĒĮŌøQĪŻ
┤╦╣żŠ▀ĮYśŗ║▄║åå╬Ż¼ęįDČ©╬╗Ż¼ā╔B├µī”ĘQė┌DŻ¼ŪęėąŲĮ├µČ╚ę¬Ū¾Ż¼d║═b╩ŪĄČŚU║═ĄČŠ▀┐š╬╗ĪŻ╩╣ė├ĢrŻ¼īó╣żŠ▀╣╠Č©į┌╣ż╝■╔ŽŻ¼ķ_äėÖC┤▓£y┴┐ŲõB├µų┴ĄČŠ▀ā╔é╚ŠÓļxŽÓĄ╚Ż¼╝┤┐╔╝ė╣żŻ¼ę╗éƵI▓█═Ļ│╔║¾Ż¼╣ż╝■ą²▐D180ĪŃŻ¼ė├╔Ž├µĄ─ĘĮĘ©£y┴┐│÷š²┤_Ą─╬╗ų├Ż¼╝ė╣ż┴Ēę╗▓█ĪŻ╝┤┐╔╝ė╣żī”│╔Č╝▌^Ė▀Ą─ī”ĘQ▓█ĪŻ
║ė▒▒Š®š\┬ō▌SŲ„ÅS╠ß╣® | 






