葉片泵應(yīng)用主要注塑機,葉片泵的主要零件是定子、配流盤、轉(zhuǎn)子、及葉片。它們均安裝在泵體內(nèi),由傳動軸通過花鍵帶動,配流盤通過螺釘固定在定子的兩側(cè)面,并用銷子將3件定位。由于定子、配流盤、轉(zhuǎn)子和葉片同在一個密封工作室內(nèi)工作,因相互之間的間隙很小,經(jīng)常處在一種滿負荷工作狀態(tài)。油泵本身存在一定的困油現(xiàn)象,如冷卻不及時使油溫升高,各零件熱脹,將潤滑油膜頂破,造成葉片泵的損壞,同時潤滑油的質(zhì)量也會造成葉片泵的損壞。
1、定子的修復(fù)
在葉片油泵工作時,葉片在高壓油及離心力的作用下緊靠住定子曲線面,葉片與定子曲線表面接觸壓力大而磨損快,特別在吸油腔部分,葉片根部有較高的載荷壓力頂住,因此吸油部分最容易磨損。當(dāng)曲線表面輕微磨損,可用油石拋光即可。經(jīng)濟又方便的修復(fù)方法是將定子翻轉(zhuǎn)180度安裝。并在對稱位置重新加工定孔,使原吸油腔變?yōu)閴河颓弧?/P>
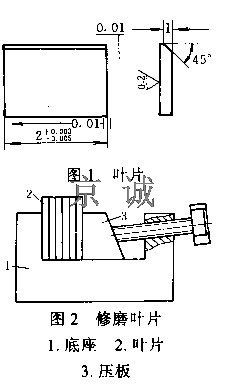
2、葉片的修復(fù)
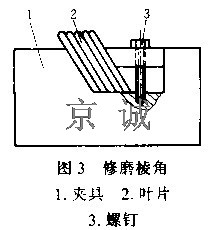
葉片一般與定子內(nèi)環(huán)表面接觸的,葉片頂端和配流盤相對運動的兩側(cè)最容易磨損,磨損后可利用專用工裝夾修磨,恢復(fù)其葉片(圖1)精度。修磨工藝:將需修復(fù)的葉片油泵中的全部葉片一次裝夾在專用的夾具中磨兩側(cè)和兩端面。葉片與轉(zhuǎn)子槽相接觸的兩面如有磨損可放在平磨上修磨,但應(yīng)保證葉片與槽的配合間隙在0.015-0.025mm以內(nèi),且能上下滑動,靈活無阻滯現(xiàn)象。然后裝入專用夾具,修磨棱角。修磨葉片棱角時應(yīng)注意:若葉片的倒角小于1X45度,則在修磨時能達到大于等于1X45度基本上能達到葉片厚度的1/2,最好修磨成圓弧形并去毛刺,這樣可減少葉片沿定子內(nèi)環(huán)表面曲線時作用力突變現(xiàn)象,以免影響輸油量和噪聲。
3、轉(zhuǎn)子的修復(fù)
轉(zhuǎn)子兩端面磨損,輕者用油石將毛刺和拉毛處修光推平,嚴重的則用心棒放在外圓磨床上將端面磨光,轉(zhuǎn)子磨去量多少,葉片的磨去量也同樣多少,以保證葉片略低于轉(zhuǎn)子高度。同時,保證兩端平行度在0.008mm以內(nèi),端面與內(nèi)孔垂直度在0.01mm以內(nèi)。
4、配流盤的修復(fù)
配流盤的端面和孔徑最易磨損。端面磨損后將磨損面在研磨平板上先用粗紗布將被葉片刮傷處推平,然后再用極細的紗布推平,但必須注意:應(yīng)保證端面和內(nèi)孔的垂直度誤差為0.01mm,平行度為0.005-0.01mm,只容許中凹。若車削太多,配流盤過薄后容易變形。
若配流盤內(nèi)孔磨損,輕者可用紗布修光即可,嚴重者則必須調(diào)換新的配油盤或?qū)⑴淞鞅P放在內(nèi)圓磨床上修磨內(nèi)孔,保證圓度和錐度在0.005mm以內(nèi),孔徑與轉(zhuǎn)子單配,YB型葉片泵轉(zhuǎn)子和配油盤的斷面磨損后,為控制其軸向間隙,泵體也必須相應(yīng)修磨。
葉片油泵裝備注意事項如下:
(1)裝配前各零件必須仔細清洗。(2)葉片在轉(zhuǎn)子槽內(nèi),能自由靈活移動,保證其間隙為0.015-0.025mm,(3)葉片高度略低于轉(zhuǎn)子的高度,其值為0.005mm。(4)軸向間隙控制在0.04-0.07mm。(5)緊固螺釘用力必須均勻。(6)裝配完成后用手旋轉(zhuǎn)主動軸,應(yīng)保證平穩(wěn),無阻滯現(xiàn)象。
相關(guān)產(chǎn)品請瀏覽:泵用三爪聯(lián)軸器|LX(XL)系列星形彈性聯(lián)軸器|LM(ML)系列梅花形彈性聯(lián)軸器|TGL系列鼓形齒聯(lián)軸器 | 






